

























![]()
Rozwijający się burzliwie w naszym kraju kapitalizm i związana z tym dzika konkurencja spowodowały, że rywalizujący ze sobą wykonawcy starają się zdobyć klienta, obniżając drastycznie ceny swoich wyrobów. Jednocześnie wymagania odnośnie jakości i estetyki wykonywanych konstrukcji stale rosną, co nie zawsze pozwala na obniżkę kosztów produkcji i znaczące oszczędności. Dodatkowo wymogi Unii Europejskiej w sposób jednoznaczny narzucają normy jakościowe, które z zasady nie powodują obniżki kosztów produkcji.
CZYNNIKI WPŁYWAJĄCE NA KOSZTY PRODUKCJI
Profesor M. Myśliwiec na jednym ze spotkań Spawalników Wybrzeża zadał proste, a jednocześnie podchwytliwe pytanie: "Co produkuje Wasz zakład?" Odpowiedzi: konstrukcje metalowe, rurociągi przesyłowe, kotły i zbiorniki, kadłuby statków, itp., nie zadawalały go. Gdy już zostały podane wszystkie możliwe do wykonania konstrukcje stwierdził: "Każdy zakład, oprócz przedmiotów realnych, produkuje również bardzo realne straty."
W każdej gałęzi produkcji występują dwa główne rodzaje strat:
- straty nieuniknione, niezamierzone przez ludzi;
- straty wynikające z niewłaściwej działalności ludzi.
Do pierwszej grupy strat należą: odpady produkcyjne (występujące nawet w przypadku maksymalnego wykorzystania materiału), bieg jałowy maszyn, przestoje na konserwacje i remonty, klęski losowe, itp. Wielkość tych strat można zmienić tylko w minimalnym zakresie. Druga grupa strat wynika głównie z nieudolności lub niedbalstwa ludzi, podczas gdy możliwości ich zmniejszenia są bardzo duże.
Poniżej omówione będą czynniki wpływające na wielkość strat i podane środki zaradcze dla ich minimalizacji.
Przedsiębiorstwa produkcyjne niezależnie od koniunktur gospodarczych mają do spełnienia dwa podstawowe zadania:
- produkować przy możliwie najniższych kosztach,
- podnosić jakość produkowanych wyrobów.
Są to na pierwszy rzut oka zadania sprzeczne, gdyż w powszechnym mniemaniu podnoszenie jakości wyrobów związane jest zawsze z wyższymi kosztami produkcji. Zadaniem niniejszego opracowania jest wyjaśnienie, czy można obniżyć koszty wykonania konstrukcji przy utrzymaniu, a nawet podwyższeniu jej jakości. Dotyczy to różnych metod łączenia elementów metalowych w tym również spawania.
Na wstępie należy sobie przypomnieć kilka prawd oczywistych dotyczących spawania.
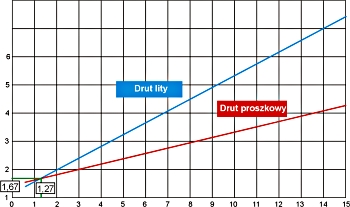
W chwili obecnej dominującą metodą jest spawanie półautomatyczne w osłonach gazowych. Jak zmieniały się proporcje w stosowaniu poszczególnych metod spawania na przestrzeni minionego trzydziestolecia najlepiej ilustruje rys. 1. Jak widać z wykresu wzrost spawania półautomatycznego w tym okresie wzrósł z 30 do 70%, głównie kosztem spawania elektrodami otulonymi, gdzie obserwuje się spadek z 60 do 15%. Sytuacja ta wynika z przesłanek zarówno ekonomicznych, (o czym będzie mowa w dalszej części opracowania), jak i jakościowych (niższe parametry wytrzymałościowe)
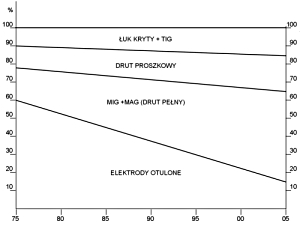
Rys. 1. Metody spawania w latach 1975-2005.
Spawanie elektrodami otulonymi jest w chwili obecnej najdroższą metodą spawania, ze stosowanych na skalę masową tzn. ręcznie elektrodami otulonymi oraz MIG + MAG, które to metody stanowią 85% całości prac spawalniczych. Z rozważań należy wyeliminować metodę TIG, gdyż jej podstawowym zadaniem jest jak najwyższa jakość, a nie wydajność. Na wysokie koszty spawania elektrodami otulonymi składają się następujące czynniki:
a) Mały czas jarzenia się łuku, który wynosi 20 - 30% całkowitego czasu pracy.
Wynika z tego fakt, że uzyskując zapłatę za 8-godzinną zmianę, spawacz tylko przez 2,0 - 2,6 godziny jarzy łuk (spawa).
b) Elektrody otulone są najdroższym materiałem dodatkowym ze wszystkich stosowanych na skalę masową. I tak na przykład średnia cena elektrod otulonych dla dwóch najczęściej stosowanych średnic (3,2 i 4,0 mm) wynosi ok. 10,00 zł/kg, drutu pełnego (średnice 1,0 i 1,2 mm) - ok. 4,0 zł/kg, drutu proszkowego - o średnicy 1,2 mm ok. 6,2 zł/kg.
- Dla uzyskania 1 kg stopiwa należy zużyć ok. 1,6 kg elektrod lub 1,1 kg drutu, co przekłada się na ceny wykorzystanych materiałów dla uzyskania 1 kg stopiwa:
- elektrody otulone - 16 zł/kg
- drut pełny - 4,4 zł/kg
- drut proszkowy - 6,8 zł/kg
UWAGA: Tzw. elektrody o dużym uzysku mają odpowiednio wyższą cenę tak, że koszt uzyskania 1 kg stopiwa jest podobny jak dla elektrod zwykłych.
- Uwzględniając ceny gazów osłonowych (CO2 i mieszanka M21), koszt wykonania 1 kg stopiwa metodami półautomatycznymi będzie wynosił:
- drut pełny: osłona CO₂ - 6,0 zł/kg
- osłona M21 - 11,0 zł/kg
- drut proszkowy: osłona CO₂ - 8,4 zł/kg
- osłona M21 - 13,4 zł/kg.
W każdym przypadku - niezależnie od zastosowanej osłony gazowej - spawanie półautomatyczne jest tańsze od spawania elektrodami otulonymi.
c) Przyjmując średnie czasy jarzenia się łuku (rzeczywiste czasy spawania) dla:
-
- elektrod otulonych 2 godz./zmianę (26%)
- drutów pełnych 3,2 godz./zmianę (40%)
- drutów proszkowych 3,2 godz./zmianę (40%)
- i wydajność liczona w kg/godz. dla:
- elektrod otulonych - 1,6 kg/godz.
- drutów pełnych - 3,0 kg/godz.
- drutów proszkowych- 5,5 kg/godz.
- uzyskujemy wydajność spawania na 1 zmianę:
- elektrody otulone- 4 kg stopiwa
- drut pełny - 9,6 kg stopiwa
- drut proszkowy - 17,6 kg stopiwa.
Przyjmując do analizy cztery podstawowe składniki spawania tzn:
-
- pracochłonność - 75 - 80 %
- materiały dodatkowe - 10 - 12 %
- gazy osłonowe - 6,0 - 10 %
- energię elektryczną - 2,0 - 2,5 %
należy stwierdzić, że głównym i decydującym składnikiem kosztów jest pracochłonność, natomiast energia elektryczna stanowi znikomą jego część i nie należy spodziewać się w tym przypadku znaczących oszczędności. Podane wyżej wartości dotyczą spawania stali niestopowych (niskowęglowych). Przy spawaniu stali wysokostopowych udział pracochłonności w kosztach zmniejsza się i w tym przypadku znaczącą rolę zaczynają odgrywać materiały dodatkowe (rys.3)
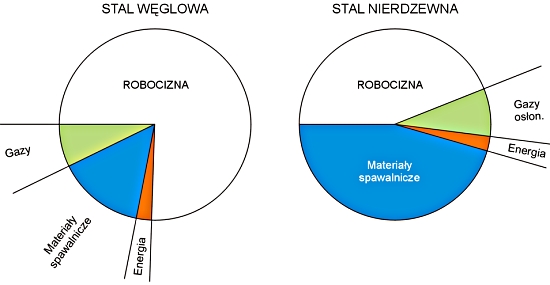
Rys 3. Podział kosztów spawania.
Z analizy przytoczonych powyżej danych wynika, że największe możliwości obniżki kosztów spawania można uzyskać zmniejszając pracochłonność wykonania 1 kg stopiwa. Dlatego też przystępując do opracowywania technologii należy każdorazowo przeprowadzić szczegółową analizę wszystkich kosztów wykonania, gdyż często np. zastosowanie drutów proszkowych droższych o około 2,4 zł/kg zmniejsza średnie koszty pracochłonności o 26,0 zł. Szczegółowe wyliczenia podane będą w dalszej części opracowania.
Wydajność spawania określa się w kg stopiwa ułożonego w jednostce czasu, a nie jak jest powszechnie stosowane w mb i jest to podstawowy wskaźnik niezbędny do dalszych analiz.
Większość analiz ekonomicznych dotyczących prac spawalniczych, a występujących w liczących się publikacjach omawia z zasady jedną operację technologiczną, porównując różne jej warianty (np. cięcie gazowe z cięciem plazmą lub laserem) nie ujmując kompleksowo ekonomiki wykonania konstrukcji jako całości. Wiadomym jest, że przed obróbką elementów za pomocą cięcia i spawaniem, prowadzone są (lub powinny być prowadzone) operacje technologiczne nieuwzględniane w zasadzie w analizach, a które mogą mieć wpływ na późniejsze koszty produkcji. Podobnie jest po zakończeniu spawania, po którym konstrukcja jest prostowana, a operacja ta może stanowić nawet do 30 % pracochłonności całej konstrukcji. Tylko całościowa wycena pracochłonności i kosztów może wykazać, czy wykonywana konstrukcja jest opłacalna lub przynosi straty. W cyklu produkcyjnym każda kolejna operacja wpływa w sposób zasadniczy na przebieg i ekonomikę operacji po niej następujących. Często wyższy koszt jednej operacji powoduje zmniejszenie pracochłonności kolejnych operacji i całości wykonania konstrukcji.
PRZYGOTOWANIE KONSTRUKCJI DO SPAWANIA
1. Prostowanie i odprężanie.
Operacje prostowania i odprężania blach i profili w znakomitej większości przypadków nie były i nie są traktowane poważnie. Nawet w przedsiębiorstwach, które mają niezbędne do tych prac urządzenia, prowadzone są te operacje po dyletancku, niezgodnie z technologią i zdrowym inżynierskim rozsądkiem. Blacha jest przepuszczana przez walce prostująco - odprężające jeden, dwa razy i o ile nie ma widocznych deformacji problem uważa się za załatwiony. To, że w blachach i profilach występują naprężenia powalcownicze, które mogą się rozładować w postaci deformacji lub pęknięć w dalszych etapach produkcji, na tym etapie nikt nie myśli, tym bardziej, że naprężeń przecież nie widać. Rozładować naprężenia można przez kilku- lub kilkunastokrotne przepuszczenie blach przez walce prostująco - rozprężające. Zakłady, które nie posiadają urządzeń tego typu mogą za dodatkową opłatą zamówić w hucie blachy po walcowaniu odprężającym.
2. Usuwanie zgorzeliny walcowniczej i stosowanie powłok ochrony czasowej.
Odrębnym problemem, który może wpływać na końcowy efekt ekonomiczny, jest usuwanie zgorzeliny walcowniczej, produktów korozji i zanieczyszczeń oraz zabezpieczenie oczyszczonych powierzchni gruntem ochrony czasowej. Duże zakłady posiadają z reguły linie obróbki wstępnej blach i profili składające się z:
- walców prostująco - odprężających;
- śrutowni do usuwania zgorzeliny i rdzy;
- komory malarskiej.
W przypadku braku takich linii problem ten można rozwiązać przez: piaskowanie na wyodrębnionym stanowisku i malowanie natryskowe; zamówienie w hucie blach i profili z usuniętą warstwą zgorzeliny i pokryte gruntem ochrony czasowej.
Usuwanie zgorzeliny i produktów korozji po zmontowaniu i zespawaniu konstrukcji jest z ekonomicznego i technicznego punktu widzenia nie do przyjęcia, gdyż:
- spawanie prowadzone jest na powierzchniach pokrytych produktami korozji, co obniża jakość i wytrzymałość połączenia;
- czyszczenie prowadzone byłoby w miejscach trudnodostępnych, co powodowałoby niską jakość przygotowania powierzchni do malowania i samych powłok malarskich;
- usuwanie ścierniwa i produktów korozji z zabudowanych konstrukcji byłoby utrudnione.
Konstrukcje wykonane z elementów pokrytych gruntem ochrony czasowej wymagają uzupełnienia powłok tylko w tych miejscach, których powłoki te uległy uszkodzeniu. W większości katalogów wytwórcy stwierdzają, że z miejsca spawania nie jest wymagane usuwanie gruntu ochrony czasowej - spoiny można układać na warstwie farby. Sprawdza się to tylko w tych przypadkach, gdy utrzymana jest zalecana przez wytwórcę grubość powłoki malarskiej. Przekroczenie grubości powłoki może spowodować obniżenie jakości i wytrzymałości spoin.
3 Przygotowanie krawędzi do spawania.
Ekonomiczno - techniczna problematyka obróbki krawędzi do spawania omawiana była w wielu opracowaniach, jednakże rozpatrywane były tam i porównywane prawie wyłącznie zalety i wady poszczególnych metod oraz koszt wykonania 1 mb cięcia. Na podstawie tych analiz można w sposób całkowicie jednoznaczny określić, które metody, przy jakich grubościach i materiałach są najtańsze i zalecane do stosowania. Analizy takie są z reguły wycinkowe, nie uwzględniają wpływu metody obróbki na przebieg, ekonomikę i jakość dalszych operacji technologicznych. Ze względów inwestycyjnych cięcie ręczne palnikami gazowymi lub plazmowymi jest metodą najtańszą, jednak jakość tych prac jest niska i ma zdecydowany wpływ na pracochłonność i koszt dalszych operacji. Z zasady przy cięciu ręcznym nie stosuje się oprzyrządowania, które mogłoby polepszyć jakość wykonywanych prac (np. prowadnic). Rozpatruje się np. głębokość strefy wpływu ciepła i zmian strukturalnych, gładkość ciętych powierzchni, tolerancję pochylenia krawędzi itp., mniejszą wagę przywiązuje się do określenia wpływu przyjętej metody cięcia na prostoliniowość ciętych krawędzi, deformacje całych elementów (np. przy wycinaniu płaskowników o małej szerokości), czy odkształceń w płaszczyźnie blachy (pofalowanie krawędzi). Wszystkie te deformacje mają decydujący wpływ na jakość i pracochłonność montażu, prac spawalniczych i zakończeniowych. Przy cięciu za pomocą lasera uzyskuje się najmniejsze deformacje i wysoką jakość ciętych krawędzi. Możliwości szerokiego stosowania cięcia laserem są blokowane przez następujące czynniki:
-
wysokie koszty zakupów inwestycyjnych (3 - 4 wyższe od kosztów zakupów porównywalnych urządzeń do cięcia gazowego i strumieniem plazmy);
-
2 - 3 -krotnie wyższe koszty eksploatacyjne w porównaniu do pozostałych metod;
-
ograniczony zakres grubości ciętych elementów;
-
wyższy koszt cięcia elementów o grubości powyżej 10 mm.
Czynniki te przy wycinkowej, jednostkowej analizie ekonomicznej mogłyby stanowić podstawę do odrzucenia tej metody cięcia stali, jako ekonomicznie nieuzasadnionej.
Coraz szersze stosowanie cięcia laserowego wynika z obniżenia kosztów kolejnych operacji (montaż i spawanie), przy których wysoka jakość i dokładność obrabianych elementów powoduje, że obniżona w wyniku tego pracochłonność niweluje wyższe koszty obróbki. Cięcie strumieniem plazmy jest aktualnie metodą najtańszą, a przy pełnym zautomatyzowaniu procesu o wystarczającym stopniu jakości i dokładności. Cięcie plazmą pod lustrem wody zapobiega deformacjom ciętych elementów i eliminuje cały szereg niezgodności (zapylenie, hałas).
Niektóre stocznie niemieckie (m.in. VOLKSWERFT w Stralsundzie) obróbkę prostoliniowych krawędzi do spawania prowadzą z zastosowaniem obróbki wiórowej na strugarkach, krawędzi krzywoliniowych na sterowanych numerycznie maszynach z palnikami plazmowymi pod lustrem wody lub laserem. Montaż prowadzony jest w tym przypadku z minimalnymi odchyłkami wymiarowymi i w konsekwencji ze zmniejszonym zakresem prac montażowych, spawalniczych i wykończeniowych. Sugerowanie się wyłącznie jednostkowymi kosztami obróbki, możliwymi do uzyskania przy różnych metodach cięcia, bez uwzględnienia jakości i dokładności wykonywanych prac, może doprowadzić do całkowicie fałszywych wniosków i wysokich kosztów wykonania konstrukcji jako całości.
Reklamowane - również w prasie fachowej - cięcie tzw. plazmą powietrzną jako najtańszą metodę obróbki krawędzi jest rzeczywiście najbardziej ekonomiczną z metod obróbki krawędzi w przypadku, gdy rozpatrujemy ją w oderwaniu od dalszych operacji wytwórczych. Ma ona jednak podstawową wadę - na ciętych krawędziach tworzą się azotki, które w połączeniach spawanych powodują powstawanie niedopuszczalnych niezgodności. Wymaga to usunięcia warstwy azotków z przygotowanych krawędzi, co automatycznie niweluje korzyści ekonomiczne tej metody. Bardzo często operacje dodatkowe o charakterze „kosmetycznym" powodujące zwiększenie jakości ciętych krawędzi (np. szlifowanie), mogą obniżyć całkowity koszt wytwarzania. Nie bez znaczenia na jakość obróbki ma wpływ stan techniczny maszyn, za pomocą których jest ona prowadzona. Często drobne prace regulacyjno - remontowe mogą wpłynąć na jakość i dokładność cięcia.
4 Montaż do spawania.
Przeprowadzenie właściwego z punktu widzenia ekonomiki montażu do spawania może dać wymierne oszczędności w robociźnie. Powyższe najlepiej wyjaśnia tabela na rys 4.
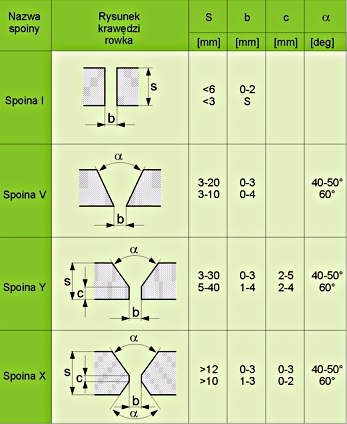
Rys. 4. Tolerancje montażu do spawania.
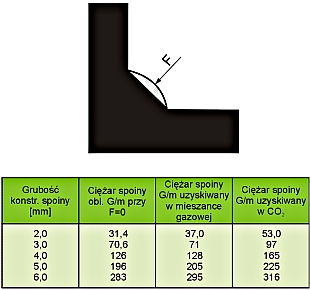
Norma PN/EN 29692 "Parametry ukosowania brzegów do spawania" przewiduje dla spoin ukosowych na Y (zakres grubości blach od 4 mm do 30 mm) - wysokości progu 2,0 mm do 5,0 mm, szczelinę od 0 mm do 3,0 mm i kąt ukosowania od 40° do 60°. Przyjmując do analizy maksymalne i minimalne wartości tych trzech parametrów, różnice w przekroju poprzecznych, ukosowanych krawędzi mogą osiągnąć nawet 100 %. O taką też wartość wzrosną wszystkie składniki określające koszty spawania (pracochłonność, materiały spawalnicze, energia elektryczna). Właściwy montaż do wykonywania spoin pachwinowych w sposób zasadniczy również rzutuje na koszt wykonywanej konstrukcji. Zbyt duży odstęp między łączonymi elementami (wg normy PN/EN 29692), który może wynosić 2,0 mm zmusza do wykonywania spoin o wymiarach większych od podanych w dokumentacji. (Rys. 5 i 6) W przedziale najczęściej występujących wymiarów konstrukcyjnych spoin pachwinowych (3,5 - 6,0 mm) odstęp między łączonymi elementami = 2,0 mm powoduje wzrost przekroju poprzecznego spoiny o 50 % w porównaniu ze spoiną wykonaną przy odstępie = 0. Nadmierny nadlew lica spoiny to dodatkowe zwiększenie przekroju poprzecznego o 15 - 25 %.
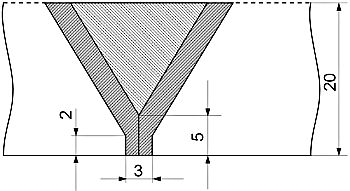
Rys 5. Wymiary spoin przy minimalnych i maksymalnych wymiarach ukosowania.
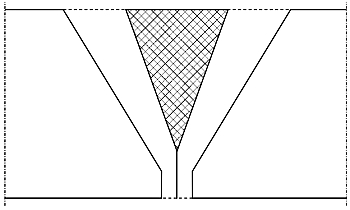
Rys 6. Przekrój poprzeczny spoin doczołowych w zależności od kąta ukosowania i wysokości progu.
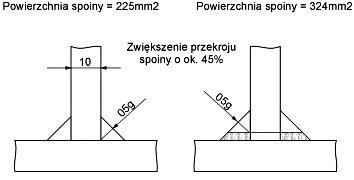
Rys 7. Wpływ montażu na wymiary spoin pachwinowych.
Przewymiarowane spoiny pachwinowe powodują większe deformacje miejscowe w postaci przełamania blach (tzw. końskie żebra), których usunięcie jest praktycznie niemożliwe, gdyż występują na wąskich pasach przesztywnionej konstrukcji. Należy tu podkreślić fakt, że dokładne ustalenie wymiarów konstrukcyjnych spoin pachwinowych z wymaganą dokładnością w warunkach warsztatowych jest bardzo trudne, tym bardziej, że spoinomierze, które powinny być podstawowym narzędziem spawacza, dla znakomitej większości są instrumentami całkowicie nieznanymi. Dlatego też często obowiązuje zasada: "Zrób grubszą spoinę i będzie dobrze".
Przy opracowywaniu procesów technologicznych spawania należy zwrócić szczególną uwagę na wymiary przygotowywanych do spawania krawędzi. W normach i przepisach podane są wymiary ukosowania, które obejmują przygotowanie krawędzi dla różnych metod spawania i nie zawsze uwzględniają ich specyfikę. Przyjmując do realizacji określony sposób wykonania spoin, należy ustalić optymalnie dla tej metody parametry przygotowania krawędzi.
Rys 8. Wpływ wielkości nadlewu na wymiary spoin.
5. Spawanie.
Do analizy ekonomicznej metod spawania przyjęto różne warianty metod półautomatycznego spawania w osłonach gazowych, które jak podano uprzednio stanowi około 70 % całkowitej ilości spawania. Z analizy wyłączono spawanie automatyczne pod topnikiem i spawanie metodą TIG. W obu przypadkach istnieją możliwości zwiększenia wydajności, lecz wymagają one z zasady zakupu stosunkowo drogiego wyposażenia tak, że zwrot kosztów inwestycyjnych byłby rozłożony w długim przedziale czasowym. W rozważaniach pominięto również drut proszkowy samoosłonowy, który pomimo bezsprzecznych zalet takich jak:
-
możliwość spawania elementów z dużymi odchyłkami montażowymi,
-
możliwość znacznego zmniejszenia kątów ukosowania ze względu na brak w uchwycie spawalniczym dyszy gazowej (rys. 9)
-
wysoka wytrzymałość i udarność (również w temperaturach ujemnych)
-
idealna dla stanowisk zrobotyzowanych,
-
duża odporność na czynniki atmosferyczne i podmuchy wiatru (do 30 - 40 km/godz.)
-
wysoka wydajność spawania (do 12 kg/godz.)
ma dwie podstawowe wady, które ograniczają jego stosowanie:
-
wysoka cena (pięciokrotnie wyższa od drutów proszkowych osłonowych),
-
zawartość w dymach związków baru o dużej szkodliwości.
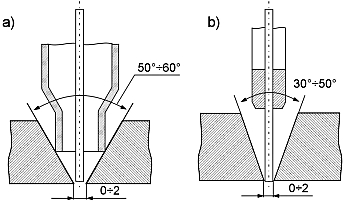
Rys. 9. Kąty ukosowania przy spawaniu
a. w osłonie gazowej
b. drutem samoosłonowym.
W dalszych rozważaniach rozpatrywane będą i porównywane trzy metody spawania półautomatycznego w osłonie gazów:
- drutem pełnym - osłona 2
- drutem pełnym - osłona mieszanka argon + CO2 (M21)
- drutem proszkowym - osłona CO2 lub M21
Różnice w kosztach wytwarzania przy osłonie CO2 i mieszanki Ar + CO₂ (M21) przy spawaniu drutem pełnym pokazuje rys. 10.
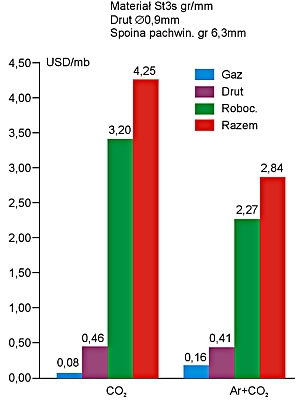
Rys 10. Porównanie kosztów spawania w osłonie CO₂ i Ar + CO2
Tabela 1 podaje porównanie kosztów wykonania 1 mb spoiny (1 kg stopiwa) przy stosowaniu drutu pełnego i proszkowego. Przy użyciu drutów proszkowych obserwuje się 1,5 krotną obniżkę kosztów spawania w stosunku do spawania drutami pełnymi. Wynika to ze specyfiki tej metody przy spawaniu, której wysoka wydajność procesu całkowicie eliminuje wyższe koszty materiałów dodatkowych, tym bardziej, że często jako gaz osłonowy stosuje się CO2.
Rys 11. Koszt robocizny z narzutem
Stocznie Wybrzeża Gdańskiego wykorzystują do spawania metodą MIG/MAG około 80 - 85 % drutów rdzeniowych i około 15 - 20 % drutów pełnych. Zużycie elektrod otulonych w stosunku do całości materiałów spawalniczych kształtuje się w granicach 10 %. Należy tu podkreślić, że opisane zależności nie wymagają nakładów inwestycyjnych, a nawet, gdy wystąpi konieczność zakupu półautomatów MIG/MAG, koszty zwracają się w ciągu kilku miesięcy (w przypadku rezygnacji ze spawania elektrodami otulonymi). W większości przypadków decyzje o przyjęciu lub odrzuceniu proponowanej metody spawania są podejmowane nie na postawie gruntownej i wszechstronnej analizy, ale konieczności wydania w danej chwili odpowiedniej ilości gotówki. To, że w efekcie zastosowanie droższych czy uzupełniających materiałów może przynieść znaczące oszczędności, na tym etapie rozważań nie jest brane pod uwagę. Zastosowanie drutów rdzeniowych, mieszanek gazowych, podkładek formujących jest często blokowane wyższymi ich cenami lub dodatkowym wydatkiem, tym bardziej, że decydenci z zasady nie znają wyników analiz ekonomicznych, uzasadniających celowość ich stosowania lub nie przyjmują ich do wiadomości. Przy opracowywaniu instrukcji technologicznych spawania należy zwracać uwagę nie tylko na ustalenia właściwej kolejności układania spoin, lecz również na wszystkie czynniki wpływające na kształt i wielkość spoin, głębokość wytopu, wielkość nadlewu, właściwe wymiary spoin pachwinowych, rozprysk płynnego metalu, możliwość powstania deformacji, itp.
Oprócz podanych powyżej możliwości obniżenia pracochłonności bez znacznych nakładów inwestycyjnych istnieje cała gama metod, które po wprowadzeniu do produkcji urządzeń nowej generacji znacząco obniżają koszty produkcji. Wymaga to jednak zaangażowania znacznych nakładów finansowych. Metoda T.I.M.E. (Transferred Ionized Molten Energy) polegająca na stosowaniu specjalnej czteroskładnikowej mieszanki osłonowej (dla stali niskostopowych
Ar ok. 65 %, He ok. 28 %, CO₂ 2 - 8 % i tlen 0,5 %) i urządzeń z prędkością podawania drutu do 100 m /min, daje wydajność natopionego metalu do 10 kg/h przy zmechanizowanym przesuwie głowicy spawalniczej. Ograniczeniem w szerokim zastosowaniu tej metody, przy ręcznym przesuwie palnika, są możliwości wykonawcze spawacza. Wtedy wydajność spada do 6 - 8 kg/h. Metody spawania RAPID - ARC i RAPID - MELT, gorącym drutem, czy opisywana ostatnio metoda RAPID PROCESSING (RP), opracowywana przez firmę LINDE, wymagają, ze względu na duże wydajności spawania - podajników drutu nowej generacji (prędkość podawania drutu do 100 m/min) i zmechanizowanego przesuwu głowicy spawalniczej.
W artykule celowo nie omówiono wpływu urządzeń i technologii nowej generacji (np. cięcia i spawania laserowego, spawania wiązką elektronową, itp.), ponieważ występują one w pracach produkcyjnych sporadycznie. Należy jednak podkreślić, że zastosowanie techniki laserowej do prac spawalniczych wymaga nie tylko zakupienia nowego sprzętu, lecz również przestawienia się na nowe rozwiązania konstrukcyjno - technologiczne. Przykładem na to może być zastąpienie spoin pachwinowych przez przetopienie blachy poszycia i wtopienie się w środnik usztywnienia. Ze względu na to, że w kosztach prac spawalniczych pracochłonność jest kwotą dominującą (powyżej 70 %), w ogólnych kosztach spawania największe efekty można osiągnąć przez wzrost wydajności. Uzyskuje się to przez:
- stosowanie metod i sprzętu pozwalających na większą szybkość stapiania metalu,
- stosowanie właściwych, odpowiednio dobranych dla danej technologii materiałów spawalniczych (druty, elektrody i gazy osłonowe)
- odpowiedni montaż i ustawienie konstrukcji, gdyż ma to zdecydowany wpływ na koszty dalszych prac spawalniczo - zakończeniowych.
Opracowanie nie podaje gotowych rozwiązań ekonomicznych, zwraca jedynie uwagę na pewne czynniki, które mogą mieć decydujący wpływ na ekonomikę prac produkcyjnych.
Mgr inż. Michał Wińcza
Rywal-RHC Gdańsk
Czy artykuł był dla Ciebie przydatny?
Chcesz otrzymywać informację o nowych artykułach? Zostaw nam swój e-mail.





