






 Z okazji Świąt Wielkanocnych składamy życzenia
Z okazji Świąt Wielkanocnych składamy życzenia Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH
Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH



















Technologia produkcji drutów spawalniczych – na podstawie fabryki RYWAL-RHC w Łącku.
STRESZCZENIE
W opracowaniu omówiony jest przebieg procesów produkcyjnych wybranych gatunków drutów litych, przeznaczonych do spawania niestopowych i drobnoziarnistych stali w osłonie gazów i pod topnikiem, na podstawie technologii stosowanej w firmie RYWAL-RHC
Sp. z o. o. Oddział w Łącku – fabryka drutów spawalniczych.
Podstawowe operacje technologiczne przebiegają w następującej kolejności:
I. Przygotowanie drutu do operacji ciągnienia.
II. Ciągnienie wstępne walcówki na ciągarkach wielostopniowych.
III. Ciągnienie na gotowo drutów na ciągarkach wielostopniowych.
IV. Nawijanie gotowego wyrobu na szpule.
Opisane są również operacje pomocnicze (utylizacja środków chemicznych i produkcja szpul) oraz zakres kontroli przy poszczególnych etapach produkcji.
1.WSTĘP
Łącko dla wielu z nas do niedawna kojarzyło się z malowniczo położoną górską miejscowością w Województwie Małopolskim, wokół której okoliczni włościanie – w majestacie prawa – produkowali i produkują wspaniałą „Śliwowicę Łącką”. Opracowanie niniejsze omawia produkcję równie – a nawet bardziej – ważnego wyrobu, jakim są druty lite do spawania stali niskostopowych i drobnoziarnistych zlokalizowaną we wsi Łącko w województwie Kujawsko – Pomorskim, w wytwórni należącej do firmy RYWAL-RHC
Sp. z o. o. Jest to bardzo mała wieś (nie jest umieszczona na mniej dokładnych mapach samochodowych) malowniczo położona nad jeziorem Mielno z przepływającą przez nie rzeką Noteć, przy drodze lokalnej Pakość – Tuczno. (rys.1).

Rys. 1 Łącko

Rys. 2 Fabryka w Łącku
Kilkanaście kilometrów od Łącka znajdują się miejscowości: Inowrocław, Kruszwica i Biskupin (starowieczna osada).
2. DRUTY PRODUKOWANE W FABRYCE W ŁĄCKU.
W zakładzie produkowane aktualnie są druty elektrodowe lite, miedziowane i bez powłoki miedzianej, o średnicach 0,80 mm, 1,0 mm, 1,20 mm, 1,60 mm (również opcjonalnie 0,9 mm i 1,4 mm) do spawania łukowego stali niestopowych i drobnoziarnistych elektrodą topliwą w osłonie gazów:
-druty o nazwie firmowej „MOST SG2-ITS” odpowiadające oznaczeniu G3Si1 wg normy EN ISO 14341-A, oraz druty o nazwie firmowej „MOST SG3-ITM” odpowiadające oznaczeniu G4Si1 wg normy EN ISO 14341-A.
Ponadto produkowany jest drut elektrodowy lity miedziowany o średnicach 2,5 mm, 3,25 mm, 4,0 mm, 5,0 mm w postaci prętów lub kręgów, do spawania łukiem krytym stali niestopowych i drobnoziarnistych:
- o nazwie „S1” odpowiadający oznaczeniu S1 wg normy PN-EN 756.
Ostatnim produkowanym gatunkiem drutu jest drut o nazwie „MOST SpG1” przeznaczony do spawania gazowego.
Wybór podanych wyżej gatunków drutów do produkcji poprzedzony był szczegółową analizą potrzeb rynku i dotyczącą jakościowego i ilościowego zapotrzebowania w rozbiciu na poszczególne asortymenty. Wybrane gatunki drutów są najczęściej stosowane i to stanowiło podstawowy argument do podjęcia ich produkcji. Ostatnio na rynku pojawiły się druty produkowane często w bardzo egzotycznych częściach świata, a odbiegające swoją jakością i własnościami wytrzymałościowo – spawalniczymi od powszechnie obowiązujących standardów. Produkowane w Wytwórni w Łącku druty spawalnicze miały zapewnić i zapewniają wysoką jakość i dobre własności spawalnicze przy zachowaniu przystępnych i konkurencyjnych cen. Wysoką jakość zapewniają między innymi: stosowanie walcówki produkowanej przez renomowane huty niemieckie takie jak np. ARCELOR MITTAL Hamburg Gmbh, czy SAARSTAHL Hamburg i nowoczesna technologia.
| Gatunek drutu | Wartości | Granica plastyczności Re (MPa) | Granica wytrzymałości Rm (MPa) | Wydłużenie A5 (%) | Udarność KV (J) |
| MOST SG2-ITS |
Średnia | 475 | 585 | 27 | (-40◦C) |
| Min. | 464 | 579 | 25 | 74J (-40◦C) | |
| MOST SG3-ITM |
Średnia | 521 | 601 | 28 | 110J (-40◦C) |
| Min. | 513 | 598 | 27 | 106J (-40◦C) | |
| S1 | Średnia | 370 | 470 | 32 | 130J (-20◦C) |
| Min. | 340 | 450 | 22 | 47J (-20◦C) |
Tablica I. Własności wytrzymałościowe stopiwa na podstawie badań kontrolnych.
Jak wynika z wartości własności wytrzymałościowych przytoczonych w tablicy I stopiwo uzyskiwane z drutów do spawania w osłonie gazów z fabryce w Łącku ma wysokie powtarzalne własności zarówno wytrzymałościowe jak i dynamiczne. Różnice między wartościami średnimi a minimalnymi nie przekraczają kilku procent, a własności dynamiczne w temperaturach ujemnych (-40◦C) są bardzo wysokie (wartości średnie oscylują w granicach 96÷110J).
Większy rozrzut wyników przy spawaniu drutem S1, ale wynika on nie z niższej jakości drutów tego gatunku, a ze specyfiki metody spawania pod topnikiem, tym niemniej wszystkie uzyskiwane wartości spełniają (z dużym nadmiarem) wymagania odpowiednich norm.

Rys.3. Druty spawalnicze produkowane w Łącku
Druty do spawania w osłonie gazów produkowane w wytwórni drutów w Łącku mają dopuszczenia w kategorii 4YS dla wszystkich pozycji spawania następujących Towarzystw Klasyfikacyjnych:
Technischer Überwachungs Verein (TÜV)
Deutsche Bahn (DB)
Det Norske Veritas (DNV)
Germanischer Lloyd (GL)
Polski Rejestr Statków (PRS)
Urząd Dozoru Technicznego (UDT)
Aktualnie produkowanych jest około 220 t/m-c z produkcją docelową 600 t/m-c. Istniejące ciągarki dają możliwość (spełniają wymagania technologiczne) rozszerzenia produkcji na druty ze stali wysokostopowych, jednak w tym przypadku wymagane byłoby stosowanie wyżarzania międzyoperacyjnego w atmosferze ochronnej. Druty spawalnicze produkowane są z walcówki o średnicy 5,5 mm, dostarczanej w kręgach o ciężarze ok. 1500 kg.
3. TECHNOLOGIA PRODUKCJI DRUTÓW SPAWALNICZYCH.
Przygotowanie drutu do ciągnienia.
Dostarczane materiały podstawowe do produkcji drutów spawalniczych pokryte są zgorzeliną walcowniczą i tlenkami żelaza. Przed rozpoczęciem ciągnienia drutu muszą być one usunięte dla uzyskania metalicznie czystej powierzchni.
Podstawowymi operacjami obróbki powierzchniowej przygotowującymi materiał wyjściowy do obróbki są następujące operacje technologiczne:
1. Trawienie - chemiczne usuwaniu zgorzeliny i tlenków żelaza z powierzchni drutu poprzez zastosowanie kąpieli w wannach z kwasem solnym o stężeniu ok. 20 % w temperaturze do 40oC,
2. Aktywowanie – chemiczne neutralizowanie powierzchni drutu poprzez zanurzenie w kąpieli zasadowej w temperaturze 30oC,
3. Fosforanowanie - proces chemicznego wytwarzania powłoki fosforanów na powierzchni drutu zwiększających odporność na działanie wysokich temperatur, zmniejszających współczynnik tarcia, prowadzony w gorących roztworach fosforanów o temperaturze 50oC.
4. Zanurzeniowe nakładanie warstwy czynnika odtleniającego i zabezpieczającego szczelność powłoki fosforanowej na powierzchni drutu.
5. Suszenie – proces suszenia materiału po procesach chemicznych
Parametry operacji i czynności przygotowania drutu określone są w Instrukcjach Technologicznych i Instrukcjach stosowania środków chemicznych.
Obsługa, uzupełnianie składników lub wymiana kąpieli odbywa się na podstawie pomiarów i analiz stężeń czynników chemicznych wykonywanych w zakładowym laboratorium kontroli technicznej z częstotliwością określoną w Instrukcjach Kontroli Jakości.
Poprodukcyjne ścieki przemysłowe oczyszczane są w zakładowej oczyszczalni ścieków.
Technologia oczyszczania polega na korekcie pH, strącaniu metali ciężkich w postaci wodorotlenków trudno rozpuszczalnych fosforanów zasadowych przy zastosowaniu mleczka wapiennego i polielektrolitu anionowego. Przepustowość oczyszczalni wynosi 100 m3/dobę.
Wszystkie urządzenia oprócz zbiornika retencyjnego, pompowni ścieków oczyszczonych oraz komory pomiarowej znajdują się w pomieszczeniu oczyszczalni.
Sterowanie instalacją odbywa się w trybie automatycznym realizowanym sterownikiem PLC na podstawie sygnałów z czujników i sond pomiarowych. Obsługa nastaw i odczyty parametrów odbywają się za pomocą panelu z ekranem dotykowym.
Oczyszczony ściek odprowadzany jest do znajdującego się w odległości ok. 1 km od zakładu kanału ściekowego, natomiast suchy odpad pofiltracyjny wywożony jest do zakładu neutralizacji.

Rys.4 Urządzenia do oczyszczenia odpadów
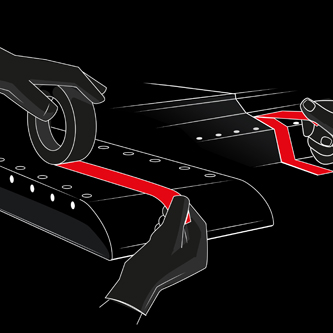
TECHNOLOGIA PRODUKCJI DRUTU NA CIĄGARKACH.
Ciągnienie drutu na wymagane średnice przejściowe i końcowe, realizowane jest na ciągarkach wielostopniowych. Część z nich wyposażona jest w urządzenia do przelotowego miedziowania drutu. Chemiczną obróbkę powierzchni drutu jak również środki ciągarskie zastosowano w oparciu o komponenty firm niemieckich. Zakład dysponuje dwoma ciągarkami do ciągnięcia bezpośrednio z walcówki ( średnica 5,5 mm) drutu o średnicach międzyoperacyjnych (3,2 mm i 2,4 mm). Z drutu o średnicy międzyoperacyjnej 2,4 mm otrzymuje się drut o średnicy końcowej 0,8 mm, z drutu 3,2 mm – średnice: 1,6 mm, 1,2 mm, 1,0 mm. Ciągnienie odbywa się z zastosowaniem proszków ciągarskich suchych (dla zmniejszenia oporów ciągnięcia), tylko końcowy ciąg odbywa się na mokro.
Realizacja procesu na średnice końcowe wykonywana jest na 4-ch liniach ciągarskich wyposażonych w urządzenia do przelotowego miedziowania powierzchni drutu i nawijarki na szpule międzyoperacyjne, z których drut jest później przewijany za pomocą nawijarek precyzyjnych na szpule handlowe.
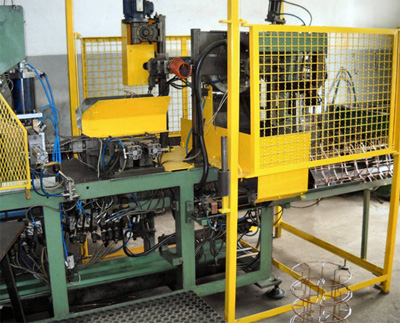
Ciągarki drutu gotowego składają się z kilkunastu stopni ciągowych napędzanych indywidualnie silnikami elektrycznymi. Sterowanie synchronizacją każdego stopnia odbywa się poprzez sterowniki PLC i falowniki zasilające silniki, co pozwala na płynną regulację synchronizacji prędkości poszczególnych stopni ciągowych.
W 2010 r. ciągarki wyposażono w nowe urządzenia miedziujące ułatwiające obsługę, pozwalające na prowadzenie procesu miedziowania drutu z wyższymi parametrami obróbki chemicznej, wiążące się z czystością powierzchni drutu, poprawą jakością powłoki miedzianej oraz uzyskaniem większej wydajności.
| < poprzednia strona |
W najbliższych planach rozwoju zakładu już realizowanych, znajduje się zakup dodatkowej linii ciągarskiej do produkcji drutu oraz zakup 2 szt. nawijarek do precyzyjnego nawijania drutu na szpule.
Planowany jest również zakup maszyny do pakowania drutu spawalniczego w beczki typu „maraton”.

Rys. 5. Ciągarka drutu spawalniczego
Środki smarne zmniejszające opory ciągnięcia i tarcia są usuwane w jednym z etapów miedziowania. W czasie procesu ciągnienia nie występuje konieczność żarzenia międzyoperacyjnego przy produkcji podanych średnic drutu, gdyż własności wytrzymałościowo-plastyczne dostarczonej walcówki pozwalają na takie wydłużenia jakie występują w procesie, a dopuszczalne całkowite względne ubytki przekroju nie są przekraczane.

Rys.6. Widok magazynu gotowych wyrobów.
Szpule handlowe, na które nawijany jest drut zakład produkuje we własnym zakresie z drutu o średnicy 4 mm na automacie „FROMA” produkcji włoskiej firmy o takiej samej nazwie. Wydajność wynosi 3200 sztuk na dobę, co zaspokaja aktualne i planowane potrzeby.
Rys. 7. Automat FROMA do produkcji szpul
KONTROLA JAKOŚCIOWA PRODUKCJI
Wymagania jakościowe produkowanego przez RYWAL-RHC Sp. z o. o. oddział w Łącku spoiwa w postaci drutów do spawania stali, mają na celu zapewnienie odpowiedniego składu chemicznego, własności mechanicznych i technologicznych, cech geometrycznych, jakości i stanu powłoki miedzianej, a ponadto uwzględniają warunki pakowania jako czynniki wpływające na własności wyprodukowanego wyrobu. Wymagania te spełniają kryteria norm EN 759, EN 756, EN ISO 14341-A i uzupełniających.
| Nr instrukcji | Rodzaj czynności | Nazwa czynności | Obiekt kontroli |
| 1 | Sprawdzanie materiału wyjściowego, znakowanie wg instrukcji kontroli. | - Kontrola na podstawie atestu zgodności wymiarów walcówki, gatunku stali, składu chemicznego. - Znakowanie kręgów. - Badanie wytrzymałości na rozciąganie. |
Każda partia dostawy walcówki z huty. |
| 2 | Kontrola międzyoperacyjna drutów o wymiarach ø3,2 mm, ø2,45 mm wg instrukcji kontroli. | - Oględziny zewnętrzne. - Sprawdzenie wymiarów. - Sprawdzenie znakowania. |
Kontrola bieżąca na stanowisku. |
| 3 | Kontrola jakości gotowego drutu wg instrukcji kontroli. | - Oględziny zewnętrzne. - Sprawdzanie wymiarów. - Sprawdzanie składu chemicznego. - Sprawdzanie wytrzymałości drutu na rozciąganie. - Sprawdzanie sprężystości drutu. - Sprawdzenie masy drutu na szpulach. - Kwalifikacja partii wyrobu. |
Partia wyrobu wyprodukowanego na pojedynczej zmianie produkcyjnej i stanowisku. |
| 4 | Kontrola ostateczna wyrobu wg instrukcji kontroli. | Sprawdzenie pakowania. Potwierdzenie kontroli o jakości wyrobu. |
Partia wyrobów gotowych. |
Tablica II. Zakres badań i kontroli.
Prowadzone kontrole i badania oraz ich metodykę szczegółowo określają Instrukcje Kontroli Jakości.
Jak wynika z danych przytoczonych w Tablicy II badania kontrolne zapewniają utrzymanie wysokiej jakości produkcji.
4. PODSUMOWANIE I WNIOSKI
Fabryka litych drutów spawalniczych ze stali niestopowych w Łącku produkuje aktualnie 4 gatunki drutów:
- MOST SG2-ITS (G3Si 1 wg EN-PN)
- MOST SG3-ITM (G4Si 1 wg EN-PN) do spawania zautomatyzowanego w osłonie gazów
- drut S1 (S1 wg EN-PN) do spawania pod topnikiem
- drut o nazwie firmowej MOST SpG1 do spawania gazowego.
Wytypowane gatunki drutu dobrano po gruntowej analizie potrzeb rynku spawalniczego i możliwości produkcyjnych wytwórni. Fabryka produkuje około 10 ton drutu na dobę, z docelową planowaną wydajnością do 25÷30t/dobę tj. 1650÷2000 szpul 15 kg.
Po kompleksowej modernizacji parku maszynowego i urządzeń peryferyjnych wytwórnia pod względem wyposażenia i stosowanej technologii jest w czołówce zakładów tej wielkości. Dotyczy to szczególnie pełnej synchronizacji elementów linii ciągarskich oraz zabezpieczenia ekologicznego.
Dostawa półfabrykatów hutniczych do produkcji drutu z renomowanych zakładów metalurgicznych oraz sprawdzonych materiałów do obróbki wstępnej i wykańczającej (trawienie i miedziowanie) pozwala na uzyskiwanie wysokich, powtarzalnych własności wytrzymałościowych.
5. LITERATURA
1. Marian Schneider „Ciągarstwo” WGH Katowice 1981
2. Instrukcja technologiczna nr 01/03/0.8. Drut elektrodowy do spawania stali w osłonach gazowych. Średnica ø 0,8 mm .
3. Instrukcja technologiczna nr 01/03/1.2. Drut elektrodowy do spawania stali w osłonach gazowych. Średnica ø 1,0 mm, ø 1,2 mm, ø 1,6 mm .
4. Instrukcja Kontroli Jakości nr 01/03/KJ.
5. PN-EN 759: 2000 Materiały dodatkowe do spawania. Warunki techniczne dostawy materiałów dodatkowych do spawania. Rodzaj wyrobu, wymiary, tolerancje i znakowanie.
6. EN ISO 14341 Materiały dodatkowe do spawania. Druty elektrodowe oraz spoiwo do spawania łukowego stali niestopowych i drobnoziarnistych.
7. PN-ISO 2859-3 Procedury kontroli wyrywkowej metodą alternatywną.
mgr inż. Michał Wińcza
inż. Piotr Stempiński
RYWAL-RHC Sp. z o.o.
Czy artykuł był dla Ciebie przydatny?
Chcesz otrzymywać informację o nowych artykułach? Zostaw nam swój e-mail.





