






 Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH
Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH






















Można rozważać cztery grupy kryteriów: techniczne, ekonomiczne, formalne oraz te, które umownie nazywane są organizacyjno-rynkowymi. Wszyscy otrzymujący oferty na urządzenia spawalnicze stosują przy ich wyborze dwie pierwsze grupy kryteriów: techniczne - uwzględniające stawiane wymagania i potrzebne do ich spełnienia parametry oraz ekonomiczne - dotyczące cen, warunków płatności i dostawy. Nie każdy jednak zwraca dostateczną uwagę, w grupie kryteriów technicznych na warunki pracy oraz stopień niezawodności oferowanych produktów; zaś w grupie kryteriów ekonomicznych na koszty eksploatacji, zwłaszcza na trwałość oraz koszty pozyskiwania części zużywających się.
- dr inż. Marek WĘGLOWSKI - Rywal-RHC
Kryteria formalne, dotyczące certyfikatów, dopuszczeń, uznań oraz potrzebnej dokumentacji wymagają od kupującego znajomości obecnie obowiązujących przepisów, a także znajomości przedmiotu w zakresie bezpośrednich powiązań kryteriów formalnych z technicznymi. Wszyscy „markowi" producenci urządzeń i materiałów spawalniczych na tyle dbają o spełnienie wszystkich wymogów formalnych, że ich partnerzy z reguły nie muszą się o nie troszczyć np. o deklarację zgodności WE. Ewentualne skorzystanie z oferty na materiały lub urządzenia niespełniające wymogów formalnych, których obecność na rynku jest tylko teoretycznie niemożliwa, może spowodować nie tylko nieprzyjemne sankcje wobec kupującego (np. zastrzeżenia Inspekcji Pracy), lecz także o wiele istotniejsze zagrożenia bezpieczeństwa np. w przypadku materiałów dodatkowych do wykonywania robót spawalniczych o dużej odpowiedzialności i o wysokim stopniu ryzyka technicznego.
Ostatnia grupa kryteriów - o charakterze rynkowym i organizacyjnym - służy ocenie ofert pod kątem takich czynników jak: potencjał producenta, stabilność jego pozycji rynkowej oraz fachowość i dostępność sieci dystrybucyjnej, serwis na rynku użytkownika. Konsekwencją nieuwzględnienia kryteriów z ostatniej wymienionej grupy mogą być, nawet przy technicznie najlepiej dokonanym wyborze, problemy eksploatacyjne, wynikające np. z utraty kontaktu z oferentem i producentem lub niezadowalającą pracą serwisu. Bardzo ważna jest umiejętność odróżnienia urządzeń profesjonalnych od licznie reprezentowanego na rynku, atrakcyjnego cenowo i pięknie podanego (opakowanego) sprzętu półprofesjonalnego czy wręcz hobbistycznego, który możemy znaleźć np. w hipermarketach.
Jeśli założyć, że sprzęt dla amatorów powinien być tańszy, to powinien być również łatwy do rozszyfrowania. Na wszelki wypadek warto sprawdzać profesjonalizm każdego urządzenia oferowanego po cenie wyraźnie odbiegającej od średniej rynkowej. Jeśli podawane przez producenta parametry techniczne są bliskie granicy wymagań użytkownika, jest wskazane ich sprawdzenie w praktyce. Przykładam rozbieżności może być choćby cykl pracy urządzeń spawalniczych - duża część producentów nie podporządkowała się obowiązującej od kilku lat normie PN-EN 60974-1:2013-04(ENG) i podaje cykle pracy badane w temperaturze otoczenia, czyli 20 st. C i w czasie obciążenia 5 minut, a nie jak powinno być zgodnie z w/w normą przy 40 st. C i przez 10 minut. Ponadto doświadczenie wielu użytkowników każą wątpić w deklarowane przez producentów cykle pracy, co dotyczy nawet znanych marek.
Nie ma lepszej metody oceny niezawodności urządzenia, niż zebranie od innych użytkowników informacji o ewentualnych awariach i częstotliwości ich występowania. W dzisiejszych czasach pomocny również staje się internet i różnego rodzaju fora spawalnicze na których można przynajmniej wyczytać jakie są wady, a jakie zalety danego urządzenia. Należy jednak podchodzić z pewną ostrożnością do niektórych wygłaszanych opinii, gdyż wydają się być tendencyjne i umieszczane przez podmioty handlowe bezpośrednio zainteresowane sprzedażą danego urządzenia. Przedłużony okres gwarancji wcale nie musi być świadectwem jakości/niezawodności wyższej od tej, którą oferują urządzenia o okresie gwarancji krótszym (standardowym). Dysponowanie rzetelnymi informacjami o wielkości sprzedaży wyrobów będących przedmiotem oferty, o ile nie stanowią one nowości rynkowej jest dodatkową, cenną wskazówką. Praktyka wykazuje, że zły produkt, nawet poważnego i marketingowo sprawnego producenta, nie ma szans na sukces rynkowy w dłuższym czasie.
Bardzo istotnymi, ale nie zawsze docenianymi i wykorzystywanymi źródłami wiarygodnych informacji o urządzeniach i materiałach są referencje od ich użytkowników, którzy mogą powiedzieć nie tylko o zaletach, lecz także o wadach (niedoskonałościach) ujawnionych w praktyce, o których oferenci, ze zrozumiałych względów handlowych, a czasami wręcz z niewiedzy, nie wspominają. Docenienie znaczenia referencji zarówno na oferowane urządzenia i materiały, jak też oceniających producenta, dystrybutora i serwis, pozwala ograniczyć ewentualne przykre niespodzianki związane z zakupem i eksploatacją.
Przed podjęciem decyzji o zakupie urządzenia o rozszerzonych możliwościach warto sprawdzić, czy spawacze mający w przyszłości pracować tymi urządzeniami są w stanie je właściwie obsłużyć i wykorzystać w praktyce wspaniałe możliwości, za które trzeba przecież zapłacić. Wybór urządzenia mającego techniczne możliwości, które nie są później wykorzystywane nie należy, niestety, do rzadkości, chociaż czasami wynika z pobudek prestiżowych.
Na jakie pytania należy sobie odpowiedzieć przy wyborze urządzenia patrząc jedynie na kryteria techniczne:
1. jakiej grubości materiały będziemy spawać? - przy materiałach o grubości powyżej 10 mm warto skierować swoją uwagę na metodę MIG/MAG lub MMA, metoda TIG rzadko jest stosowana w aplikacjach do spawania blach powyżej 10 mm,
2. jaka ma być jakość wizualna spoiny? - najładniejsze lico uzyskamy przy zastosowaniu metody TIG, w metodzie MIG/MAG oraz MMA podczas spawania występuje rozprysk metalu, który zazwyczaj należy później usunąć,
3. jak szybko chcemy spawać? – najszybciej wykonamy spoinę metodą MIG/MAG ok. 2 krotnie szybciej od metody MMA i aż 3-krotnie szybciej porównując z metodą TIG,
4. jaką metodę zastosować do spawania grani? – zazwyczaj grań spawamy metodą TIG lub MMA, choć coraz częściej w aplikacjach przemysłowych pojawiają się urządzenia ze zmodyfikowaną metodą MAG takie jak STT, CMT itd.
5. jakie natężenie prądu potrzebne będzie do pospawania danego materiału? – przy doborze urządzeń spawalniczych ważne jest aby dobrać moc urządzenia tak aby spełniało nasze oczekiwania średnio można przyjąć ok. 30-40 A na 1mm grubości materiału jaki zamierzamy spawać. Ten przelicznik jest może nie w pełni dokładny nie bierzemy pod uwagę choćby pozycji spawania metody spawalniczej, jednak można w przybliżeniu ocenić, jakie natężenie prądu będzie nam potrzebne,
6. jaki powinien być cykl pracy urządzenia? – jest to jeden z ważniejszych parametrów, na który powinniśmy zwrócić uwagę. Cykl pracy mierzony jest w czasie 10 minut przy danym natężeniu prądu i oznacza jak długo będziemy mogli spawać z nastawionymi parametrami. Aby zachować komfort spawania należy brać pod uwagę 60% cykl pracy przy spawaniu ręcznym i 100% cykl pracy przy stanowiskach zautomatyzowanych lub zrobotyzowanych.
7. jakim napięciem biegu jałowego powinno charakteryzować się urządzenie? – napięcie biegu jałowego odnosi się głównie do metody MMA. Warto przed zakupem urządzenia spojrzeć na napięcie biegu jałowego, ponieważ w urządzeniach mających napięcie biegu jałowego (Uo) poniżej 50V ich zakres zastosowania ogranicza się jedynie do spawania elektrodami niskonapięciowymi, pozostałe elektrody będzie bardzo trudno zajarzyć i rozpocząć spawanie. Napięcie biegu jałowego powinno być w granicach 80-90 V, aby móc spawać choćby elektrodami grubo otulonymi.
8. jakie powinno być zasilanie sieci energetycznej? – urządzenia 1 –fazowe są zazwyczaj ograniczone do 200A (patrz pkt.9 – zabezpieczenie sieci elektrycznej), natomiast powyżej 200 A są to już zazwyczaj urządzenia 3-fazowe.
9. jakie powinno być zabezpieczenie sieci elektrycznej? – każdy producent umieszcza te informacje na tabliczce znamionowej (rys 1,2).
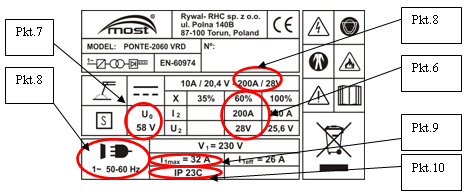
rys 1. Tabliczka znamionowa urządzenia do metody MMA
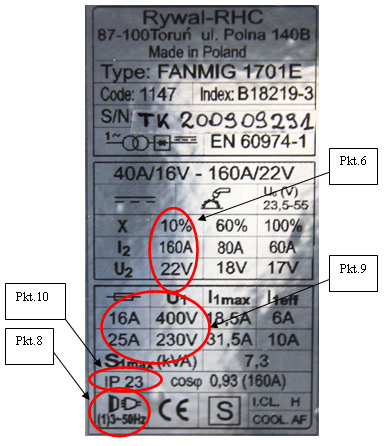
rys 2. Tabliczka znamionowa urządzenia do metody MIG/MAG
10. Stopień ochrony obudowy IP określa, w jaki sposób zabezpiecza ona urządzenie przed ciałami obcymi (kurz, pył) i wodą. Dla użytkowników pracujących na zewnątrz pomieszczeń kluczowe jest, aby urządzenia miały klasę ochrony IP 23.
Czy artykuł był dla Ciebie przydatny?
Chcesz otrzymywać informację o nowych artykułach? Zostaw nam swój e-mail.





