















Dla wielu spawaczy, monterów i ekip serwisowych największym problemem nie jest sama technologia spawania, ale otoczenie, w którym trzeba pracować.
Read more ...
Spawanie laserowe wymaga nie tylko odpowiednio dobranych parametrów, ale także regularnej kontroli stanu urządzenia. Kluczowe znaczenie mają pomiary mocy wiązki laserowej oraz badania bezpieczeństwa, które pozwalają utrzymać wysoką jakość produkcji i spełnić wymagania przepisów BHP.
Read more ...
Zespół Rywal-RHC Rumunia uczestniczył w dniach 12-15 maja 2026 w dwóch ważnych wydarzeniach branżowych w Bukareszcie – targach METAL SHOW & TIB 2026 prezentując zaawansowane rozwiązania dla przemysłu, spawalnictwa.
Read more ...
Under GOLD brand you can find many high quality welding consumables.
Read more ...
Our own brand, designed especially for welding industry. High quality for reasonable prcies.
Read more ...We are a producer of high quality welding consumables and abrasive materials at reasonable price. We also own a bandsaws blades welding manufactury.
Please feel free to contact us.
Approvals: MOST SG2 ITS TÜV, DB, GL, DNV, PRS MOST SG3 ITM TÜV, DB, DNV, PRS






Offer: Bandsaw blades of various parameters for all kinds of band saws.






Offer: Abrasive materials of all kinds and destination.







| Model | CHP-7 |
| Moc urządzenia | 0,5 kW |
| Maksymalna, jednorazowa zdolność ukosowania materiału o wytrzymałości na rozciąganie Rm=392 MPa | 6 mm |
| Minimalna grubość ukosowanej blachy | 3 mm |
| Maksymalna grubość ukosowanej blachy | 16 mm |
| Szybkość ukosowania na minutę | 1,6 m |
| Minimalna średnica rur | Ø100 mm |
| Masa własna urządzenia | 34 kg |
| Numer katalogowy | 94 60 000006 |
Maksymalna szerokość ukosowania podczas pojedynczego przejścia wynosi W=6 mm dla materiału o wytrzymałości na rozciąganie Rm= 392 MPa. Jeżeli obrabiany materiał posiada większą wytrzymałość na rozciąganie Rm, zdolność ukosowania maleje.
Aby uzyskać większą szerokość ukosowania w wytrzymalszym materiale można zastosować ukosowanie w dwóch przejściach. Pierwsze powinno stanowić 2/3 wymaganej wartości.
Wytrzymałość na rozciąganie Rm jest podana w ateście fabrycznym obrabianej stali.
Należy wziąć pod uwagę, że krawędzie blachy po cięciu gazowym zazwyczaj posiadają większą wytrzymałość ze względu na proces podgrzewania i schładzania.
W przypadku nie zastosowania się do powyższych uwag elementy napędu oraz frez mogą ulec uszkodzeniu bądź przedwczesnemu zużyciu.
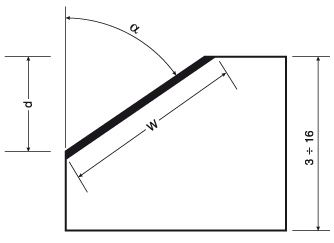
STAL WĘGLOWA max Rm 392 MPa
| Tabela pojedynczego ukosowania | ||
| α | CHP-7 | |
| W [mm] | d [mm] | |
| 22,5° | 6 | 5,5 |
| 30° | 6 | 5 |
| 35° | 6 | 5 |
| 37,5° | 6 | 4,5 |
| 45° | 6 | 4 |
STAL NIERDZEWNA / STOPOWA max Rm 490 MPa
| Tabela pojedynczego ukosowania | ||
| α | CHP-7 | |
| W [mm] | d [mm] | |
| 22,5° | 3 | 2,5 |
| 30° | 3 | 2,5 |
| 35° | 3 | 2,5 |
| 37,5° | 3 | 2 |
| 45° | 3 | 2 |
Share with others!




