






 Z okazji Świąt Wielkanocnych składamy życzenia
Z okazji Świąt Wielkanocnych składamy życzenia Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH
Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH



















Pod pojęciem stali nierdzewnych kryje się obecnie ponad 120 różnych gatunków stali, które zawierają w swoim składzie chemicznym co najmniej 12% chromu. Chrom zawarty w stali reagując z tlenem z otoczenia tworzy cienką warstwę pasywacyjną. Główną cechą stali nierdzewnych i kwasoodpornych jest duża odporność na działanie wielu agresywnych środowisk korozyjnych.
Zapotrzebowanie przemysłu na stal nierdzewną nieustannie wzrasta od ponad 30 lat i praktycznie nie ma już dziedziny, w której by ona nie występowała. Produkcja urządzeń i aparatury dla przemysłu chemicznego, papierniczego, spożywczego oraz armatury, mebli kuchennych czy elementów wyposażenia wnętrz to tylko niektóre przykłady wykorzystania tego materiału. Pomimo, iż większość producentów stali nierdzewnej oferuje swoje wyroby z wysoką jakością powierzchni, to jej ostateczna obróbka szlifierska i polerska jest nadal w wielu przypadkach nieunikniona.
Przystępując do prac szlifierskich przy stalach nierdzewnych należy pamiętać o kilku zasadniczych sprawach.
Gwarancją kwasoodporności stali jest utworzona z tlenków stali warstwa pasywacyjna. Cząsteczki żelaza pochodzące z obróbki mechanicznej, cięcia termicznego lub z tarcz szlifierskich zanieczyszczonych stalami niestopowymi, korodują w wilgotnym powietrzu i naruszają warstwę pasywacyjną ograniczając tym samym odporność korozyjną stali. Wady powierzchniowe spowodowane niewłaściwym szlifowaniem zwiększają chropowatość powierzchni, która sprzyja osadzaniu się zanieczyszczeń zwiększając ryzyko korozji.
Zawsze należy stosować właściwe materiały szlifierskie nie zawierające wtrąceń żelaza. Nie należy używać również materiałów, które zostały użyte wcześniej do stali niestopowej. Obecnie używa się wyłącznie materiałów ściernych syntetycznych, nie zawierających cząstek minerałów mogących powodować korozję międzykrystaliczną. Powszechnie stosowane materiały to tlenek aluminium oraz cyrkon.
Obrabianą powierzchnię należy utrzymywać w jak najniższej temperaturze. Przewodność cieplna stali kwasoodpornej jest około 3-krotnie niższa niż stali węglowej. Próby przyspieszenia pracy poprzez zwiększenie nacisku czy też prędkości obrotowej może spowodować przegrzanie materiału i w konsekwencji doprowadzić do wytworzenia się przebarwień lub odkształceń. Materiały szlifierskie pracujące z nadmierną prędkością obrotową ulegają przyspieszonemu zużyciu, tak więc niezwykle istotne jest prawidłowe dobranie urządzeń szlifierskich tak, aby charakteryzowały się optymalną liczbą obrotów. Należy pamiętać, iż producenci podają na materiałach szlifierskich obroty maksymalne, natomiast obroty optymalne są na ogół o około 30% niższe. I tak przykładowo dla materiałów takich jak włóknina czy płótno ścierne o średnicy 30-50 mm zalecane obroty to 9.000-14.000 obr/min, dla średnicy 50-100 mm to 4.000-9.000 obr/min, a dla 100-160 mm to 2.000-4.000 obr/min.
Obróbka ściernicami listkowymi stali nierdzewnych
Istnieje wiele odmian obróbki narzędziami ściernymi nasypowymi, wśród których najpopularniejsze jest szlifowanie ściernicami listkowymi. Proces szlifowania ściernicami listkowymi, jako narzędziami najbardziej elastycznymi stosowany jest do obróbki przedmiotów zarówno o prostych, jak i złożonych kształtach.
Ściernice listkowe wykonywane są z przeznaczeniem do pracy obwodem oraz czołem narzędzia. Ich cechą charakterystyczną jest bezudarowa praca na krawędziach i w kątach oraz duży wybór rozmiarów i uziarnienia dla różnych rodzajów prac. Z uwagi na pracę ze zróżnicowanymi obrotami w zależności od średnicy ściernicy, idealnym napędem są szlifierki z wałkiem giętkim ze zmiennymi prędkościami obrotowymi.
Obróbka taśmami bezkońcowymi stali nierdzewnych
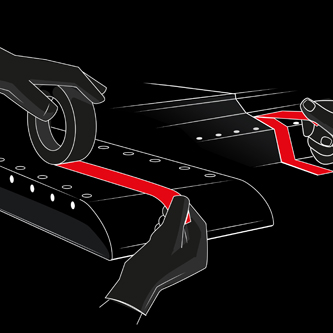
 Następnym popularnym sposobem obróbki stali nierdzewnych materiałami nasypowymi jest szlifowanie taśmą bezkońcową. Odbywa się ono najczęściej na szlifierkach stacjonarnych, taśmowych ręcznych lub na specjalnych przystawkach. Układ napędowy takich urządzeń składa się na ogół z rolki napędowej oraz napinającej. Oprócz podstawowej roli związanej z nadaniem narzędziu odpowiedniej prędkości obrotowej może on spełniać jeszcze kilka innych funkcji pomocniczych, takich jak: odpowiednie napinanie taśmy na rolkach, sterowanie położeniem taśmy czy profilowanie taśmy do kształtu obrabianego przedmiotu.
Następnym popularnym sposobem obróbki stali nierdzewnych materiałami nasypowymi jest szlifowanie taśmą bezkońcową. Odbywa się ono najczęściej na szlifierkach stacjonarnych, taśmowych ręcznych lub na specjalnych przystawkach. Układ napędowy takich urządzeń składa się na ogół z rolki napędowej oraz napinającej. Oprócz podstawowej roli związanej z nadaniem narzędziu odpowiedniej prędkości obrotowej może on spełniać jeszcze kilka innych funkcji pomocniczych, takich jak: odpowiednie napinanie taśmy na rolkach, sterowanie położeniem taśmy czy profilowanie taśmy do kształtu obrabianego przedmiotu.
Szczególnie uniwersalne są przystawki bezkońcowe do szlifierek kątowych elektrycznych, pneumatycznych oraz do wałków giętkich produkowane m.in. przez szwajcarską firmę SUHNER. Zróżnicowane kształty ramion kontaktowych oraz różne szerokości kółek prowadzących umożliwiają wyszlifowanie i wypolerowanie trudno dostępnych miejsc, drobnych elementów lub precyzyjnych spawów pachwinowych. Szczególnie przydatne okazują się przy obróbce stali nierdzewnej, gdzie liczy się końcowy efekt wizualny, np. przy produkcji balustrad ze stali nierdzewnej lub elementów armatury spożywczej czy farmaceutycznej. Wykorzystując specyficzne kształty ramion kontaktowych i profili kół prowadzących można bez problemów prowadzić obróbkę szlifierską rur i prętów, fazować krawędzie czy wchodzić w profile zamknięte. Do dyspozycji jest cała gama taśm bezkońcowych wykonanych z płótna ściernego i włókniny o szerokości od 3 mm.
Do ciężkich prac szlifierskich szczególnie przydatne są duże przystawki na taśmy bezkońcowe o szerokości do 63 mm i długości 950 mm. Ponieważ wymagają szlifierek o dużej mocy najlepszym dla nich napędem są duże szlifierki elektryczne z wałkiem giętkim typu ROTOFERA i ROTAR o mechanicznie regulowanych obrotach i mocy do 3,2 kW produkowane przez szwajcarską firmę SUHNER.
Obróbka włókninami szlifierskimi stali nierdzewnych
Włókniny szlifierskie są nowym, trójwymiarowym wyrobem ściernym. Podłoże włókniny wykonane jest z niesplecionych włókien syntetycznych, które cechuje duża odkształcalność i odporność na działanie płynów obróbkowych. Do włókien przyczepione są, za pomocą żywic, drobne cząstki ścierne składające się z ziaren ściernych i spoiwa. Cząstki te są rozmieszczone równomiernie w przestrzeni wyrobu, tworząc bardzo korzystną strukturę w czasie obróbki. Materiały ścierne stosowane do budowy włóknin to ziarna z elektrokorundu, węglika krzemu, krzemienia, granatu lub talku specjalnego.
Główne zalety włóknin to:
- równomierne rozmieszczenie ziaren ściernych,
- brak uszkodzeń i przypaleń obrabianej powierzchni,
- przejęcie zabrudzeń z obrabianej powierzchni (przedmiot jest obrabiany przez czystą włókninę),
- łatwość dopasowania się do skomplikowanych kształtów.
Urządzenia szlifierskie do obróbki stali nierdzewnych
 Specyfika obróbki stali nierdzewnej może przynosić niekiedy problemy z doborem odpowiednich napędów. Wymagane są bowiem obroty zarówno wysokie, jak i niskie (praca frezami lub włókninami szlifierskimi), a także i duża moc niezbędna np. przy długotrwałych wykończeniowych pracach polerskich.
Specyfika obróbki stali nierdzewnej może przynosić niekiedy problemy z doborem odpowiednich napędów. Wymagane są bowiem obroty zarówno wysokie, jak i niskie (praca frezami lub włókninami szlifierskimi), a także i duża moc niezbędna np. przy długotrwałych wykończeniowych pracach polerskich.
Z uwagi na ogólnie znane słabe punkty urządzeń elektrycznych jednofazowych (mała odporność na długotrwałą pracę pod dużym obciążeniem) idealnym napędem są indukcyjne silniki trójfazowe izolowane od kurzu i zapylenia z wałkiem giętkim przenoszącym moment obrotowy. Pełną ofertę szlifierek trójfazowych z wałkiem giętkim prezentuje szwajcarska firma SUHNER od 80 lat rozwijająca i produkująca ten typ urządzeń. Oferuje ona urządzenia o mocy od 0,5 kW do 3,2 kW o obrotach 850-40.000/min., niewrażliwe na obciążenia, mogące pracować w sposób ciągły w systemie trójzmianowym.
Przykładem wszechstronności i wytrzymałości tego typu urządzeń jest najbardziej popularna i najczęściej sprzedawana szlifierka z wałkiem giętkim ROTOFERA F10 firmy SUHNER o mocy 1 kW. Produkowana od 60 lat jest znana i ceniona przez wielu odbiorców przede wszystkim z tytułu uniwersalności oraz niezawodności i długowieczności. Mechaniczna redukcja obrotów umożliwia pracę z siedmioma prędkościami od 850 do 12.000 obr/min. Zastosowanie wałka giętkiego przenoszącego napęd na lekki uchwyt końcowy sprawia, iż praca jest lżejsza i bardziej efektywna niż standardowymi szlifierkami elektrycznymi. W zależności od potrzeb można stosować wałki giętkie o różnych średnicach i długościach. Gama uchwytów i przystawek do wałka giętkiego mogących pracować z Rotoferą jest bardzo duża. Najczęściej stosowane to uchwyt prosty pod narzędzia trzpieniowe o średnicach trzpieni od 3-12 mm, analogiczny uchwyt kątowy, przystawka kątowa do cięcia i szlifowania, przystawka kątowa do szlifowania na mokro, przystawka na taśmy bezkońcowe o różnych długościach i szerokościach, głowica matująca i bęben pneumatyczny. Dzięki w/w oprzyrządowaniu można wykonywać takie operacje jak szlifowanie, cięcie, zdzieranie, gratowanie, wiercenie, polerowanie, matowanie, szczotkowanie, itp. Dodatkową zaletą urządzenia jest brak wibracji oraz niski poziom hałasu podczas pracy wynoszący 79 dB. Jedyną czynnością serwisową jest okresowe smarowanie wkładu wałka giętkiego.
Nowością w ofercie firmy SUHNER są dwa nowe napędy szlifierskie do wałka giętkiego typu ROTOMAX. Opracowane w ostatnich latach przez zespół szwajcarskich inżynierów stanowią odpowiedź na wciąż rosnące wymagania ze strony profesjonalnych użytkowników.
Pierwszy z nich ROTOMAX 1,5 kW jest urządzeniem zasilanym przez prąd jednofazowy 220 V. Płynna regulacja obrotów umożliwia pracę w zakresie 500 - 15 000 obr/min. Moc wyjściowa 1,5 kW gwarantuje bezproblemową pracę w większości przypadków obróbki szlifierskiej.
Drugie urządzenie ROTOMAX 3,5 kW to już prawdziwy "kombajn" szlifierski. Dwa napędzane wałki giętkie mogą pracować na obrotach w zakresie 500 - 25 000 obr/min. Możliwość przyłączenia wszystkich dostępnych przystawek szlifierskich oraz moc wyjściowa 3,5 kW sprawia, iż nie ma dla niego zadań nie do wykonania.
Generalnie proces szlifowania i polerowania materiałów nierdzewnych nie jest prosty i czasami wymaga stosowania specjalistycznych materiałów i urządzeń. Dlatego też istnieją firmy takie jak SUHNER, które wyspecjalizowały się w konstruowaniu i produkcji ręcznych narzędzi i materiałów szlifierskich do obróbki powierzchni. Ich celem jest najwyższa jakość dostarczanych wyrobów, bezpośredni kontakt z klientem na miejscu wraz z pokazaniem technologii i możliwości urządzeń oraz praktyczne rozwiązywanie problemów klienta.
Czy artykuł był dla Ciebie przydatny?
Chcesz otrzymywać informację o nowych artykułach? Zostaw nam swój e-mail.





