





















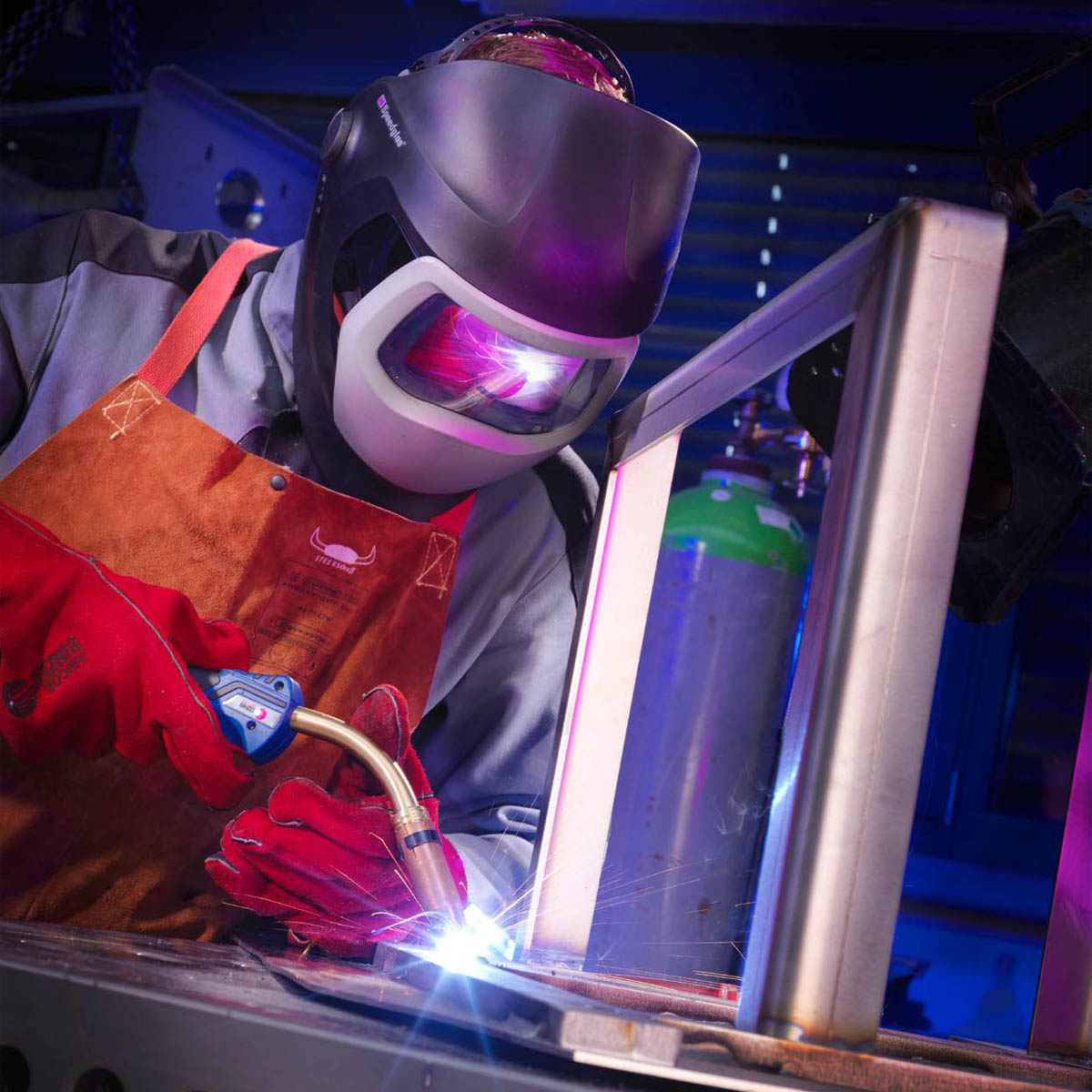





W artykule przedstawiono wybrane wyniki badań poświęcone porównaniu warunków i właściwości różnych odmian spawania metodą MAG takich jak: Standard, Puls, Twinpuls, Speedpuls, Speedarc. Porównywano takie właściwości jak: wydajność spawania, charakterystyki dynamiczne źródeł zasilania, geometria oraz makrostruktury uzyskanych napoin.
- dr inż. Marek WĘGLOWSKI - Rywal-RHC
- dr inż. Tomasz CHMIELEWSKI - Politechnika Warszawska
- dr inż. Krzysztof KUDŁA - Politechnika Częstochowska
Wstęp
Wdrażanie nowych technologii spawalniczych jest nieodłącznie związane z koniecznością stosowania urządzeń o bardziej precyzyjnych, doskonalszych układach sterowania, wyższym stopniu automatyzacji, lepszej kontroli ilości dostarczanej energii itp. Z drugiej strony rozwój konstrukcji urządzeń uwarunkowany jest wymaganiami ochrony środowiska, bezpieczeństwa pracy oraz zapewnieniem ich kompatybilności elektromagnetycznej z innymi eksploatowanymi urządzeniami. Wymagania te m.in. precyzują dyrektywy Unii Europejskiej.
Z przebiegiem procesu spawania jest związany trudny do określenia poziom ryzyka, wyrażający się w tym, że poprawnie prowadzony proces spawania nie daje 100% pewności uzyskania wymaganego poziomu jakości złącza spawanego. Ocena procesu spawania w celu zapewnienia wymaganego poziomu jakości procesu i złącza wymaga uwzględnienia szeregu informacji o procesie i złączu. Analiza tych informacji pozwala na przewidywanie, przy założonym poziomie prawdopodobieństwa, jakości wykonywanego złącza oraz bieżącą analizę stabilności procesu spawania. Możliwe jest także uruchomienie procedury korekcyjnej w przypadku stwierdzenia nieprawidłowości.
Jedną z najbardziej istotnych cech spawalniczych źródeł energii elektrycznej jest ich przydatność technologiczna określona zdolnością do zajarzania i stabilnego jarzenia łuku, wielkością rozprysku metalu podczas spawania (dotyczy wybranych metod spawania) oraz elastycznością łuku. Przydatność ta jest wynikiem właściwości technologicznych źródeł określonych ich charakterystykami statycznymi i dynamicznymi. [1,9]
Każda metoda spawania łukowego ma swoją specyfikę wynikającą z zakresu stosowanych parametrów, właściwości łuku (skład chemiczny przestrzeni łukowej, rodzaje elektrod itp.) oraz form przechodzenia metalu w łuku, a tym samym stwarza inne wymagania dotyczące właściwości dynamicznych źródeł spawalniczych.
Pod pojęciem stabilności procesu spawania rozumie się odporność źródła na różnego rodzaju zaburzenia wewnętrzne i/lub zewnętrzne, którym może ono ulegać w czasie spawania. Tak więc badanie stabilności spawania ogranicza się do uzyskania dobrej jakości spoiny o gładkiej powierzchni, przy praktycznie nie zmieniającej się na całej długości geometrii spoiny (szerokości, wysokości lica, głębokości wtopienia). Zgodnie z literaturą oceniana w ten sposób stabilność procesu spawania jest stabilnością technologiczną [2,3,10].
Gwałtowny wzrost sprzedaży urządzeń inwertorowych na świecie, jak również w Polsce, spowodował, że inżynierowie odpowiedzialni za konstruowanie urządzeń spawalniczych mogli z większą swobodą projektować nowoczesne urządzenia spawalnicze [10]. Spowodowało to opracowanie kilku nowych odmian metody MAG. Prace podjęte w ZIS Politechniki Warszawskiej przy współpracy z Rywal-RHC oraz Politechniką Częstochowską ukierunkowane zostały na badania najnowszych zasilaczy łuku elektrycznego wiodących firm europejskich.
Cel i metodyka badań
Celem prowadzonych badań było porównanie odmian spawania metodą MAG takich jak: Standard, Puls, TwinPuls, SpeedPuls, SpeedArc, pod względem podstawowych właściwości napoin oraz wydajności spawania. Podczas badań charakterystyk dynamicznych źródeł napięcia, analizowano przebiegi prądu spawania i napięcia łuku oraz odnoszono je do geometrii uzyskanych napoin. W ramach prowadzonych badań wykonano próby napawania na próbkach ze stali niestopowej typu S235 JR (wg PN-EN 10025:2002). Do badań wykorzystano drut spawalniczy w gatunku G 42 3 M G3Si1 (wg PN-EN ISO 14341:2008) firmy MOST-ITS o średnicy 1,2 mm, jako gaz osłonowy użyto mieszanki M21 (wg PN-EN ISO 14175:2008). Wydajność spawania poszczególnych odmian spawania MAG oceniano przez porównanie do próbki odniesienia wykonanej metodą Standard MAG. Napawanie podczas prób porównawczych odbywało się dla wszystkich odmian, przy porównywalnym prądzie spawania tj. 300A. Napawanie prowadzono w sposób zmechanizowany z wykorzystaniem manipulatora postępowego. Do badań wytypowano dwa urządzenia inwertorowe: Saprom-S oraz Serii -P firmy LORCH.
Wyniki badań
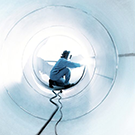
Jak wspomniano we wstępie przedmiotem prowadzonym prób było porównanie podstawowych właściwości napoin oraz wydajności spawania/napawania. Na potrzeby eksperymentu zaprojektowano, a następnie wykonano stanowisko badawcze przedstawione na rysunku 1. Proces napawania prowadzony był w sposób zmechanizowany z wykorzystaniem manipulatora postępowego, poruszającego się po torze jezdnym.
|
|
| Rys. 1. Spawalnicze stanowisko badawcze do spawania metodą MAG |

Badania prowadzono z użyciem jednej średnicy drutu elektrodowego Ø 1,2 mm, w osłonie gazu 90% Ar + 10 % CO2 (M21wg PN-EN ISO 14175:2008). Ocena dynamicznych właściwości źródeł napięcia do spawania metodą MAG prowadzona była na podstawie analizy zarejestrowanych przebiegów napięcia i prądu spawania (oscylogramów).
Podczas badań wykonywano napoiny o długości ok. 150 mm, parametry napawania przedstawiono w tabeli I. Do prób napawania wykorzystano próbki o wymiarach: długość 200 ± 5 mm, szerokość x 150 ± 2 mm, grubość: x 10 mm.
Powierzchnia próbek była metalicznie czysta (po śrutowaniu) wolna od zanieczyszczeń.
Tabela I. Parametry napawania różnymi odmianami metody MAG
| lp | Metoda | Prąd Spawania [A] | Napięcie łuku [V] | Prędkość posuwu drutu [m/min] | Prędkość spawania [cm/min] | Mieszanka M21 [l/min] | Wolny wylot elektrody [mm] |
| 1 | PULS | 300 | 30,0V | 9,5 | 53 | 10 | 15 |
| 2 | TWINPULS | 300 | 30,8V | 9,5 | 53 | 10 | 15 |
| 3 | SPEEDPULS | 300 | 29,7V | 11,9 | 55 | 10 | 15 |
| 4 | STANDARD | 301 | 30V | 10,2 | 55 | 10 | 15 |
| 5 | SPEEDARC | 300 | 29,6V | 10,2 | 56 | 10 |
15 |
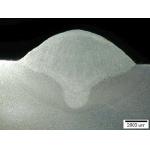
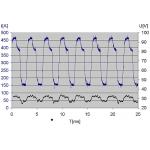
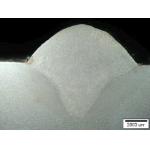
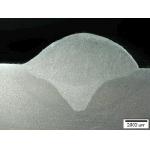
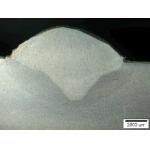
Odniesieniem wydajności spawania dla ocenianych napoin była wykonana wcześniej napoina wzorcowa, standardową metodą MAG. Szerokość napoiny była stała i wynosiła dla wszystkich badanych przypadków około 10mm. Podstawowym parametrem napawania porównywalnym dla wszystkich przypadków był prąd spawania o wartości około 300A (tabela I). Pozostałe parametry dobierane były automatycznie przez synergiczny system sterowania urządzeń. Prędkość spawania była dobrana w taki sposób, ażeby szerokość porównywanych napoin była zbliżona do szerokości napoiny próbki wzorcowej. W tabeli II przedstawiono zarejestrowane przebiegi dynamiczne prądowo-napięciowo-czasowe oraz makrostruktury przekroju poprzecznego napoin.
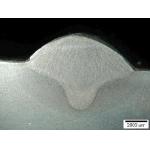
Tabela II. Zestawienie charakterystyk dynamicznych oraz makrostruktur napoin wykonanych ocenianymi odmianami metody MAG
| Odmiana MAG | Przebiegi prądowo-napięciowo-czasowe | Makrostruktura przekroju poprzecznego napoin |
| PULS | 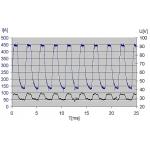 |
 |
| ETWINPULS | 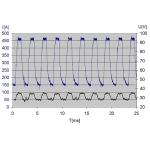 |
 |
|
ESPEEDPULSE |
 |
 |
| STANDARD | 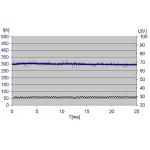 |
 |
| SPEEDARC |  |
 |
Porównując zarejestrowane przebiegi prądowo-napięciowo-czasowe, można zauważyć, że różnią się istotnie między sobą. Najbardziej zbliżone do siebie przebiegi dynamiczne są w odmianie Puls oraz Twinpulse. Zarejestrowane szybkobieżną kamerą przechodzenie kropli w tych dwóch metodach również nie wykazuje wyraźnych różnic pod względem sposobu przechodzenia kropli do jeziorka spawalniczego. Przebiegi prądowo-czasowe pozostałych odmian znacznie różnią się zarówno od siebie, jak i od dwóch pierwszych odmian. Najdłuższe piki pulsu prądowego występują podczas spawania odmianą Speedpulse. Ich kształt jest podobny do odmiany Puls czy Twinpulse, tylko w pierwszej fazie narastania piku, blisko wartości szczytowej prędkość narastania wartości prądu wyraźnie maleje. Podczas opadania prądu w odmianie Speedpuls, prąd zaczyna wolniej opadać do około 2/3 wartości szczytowej (zarysowując wyraźny uskok na wykresie) prądu, następnie opada podobnie jak ma to miejsce w odmianie Puls. Dzięki takiemu kształtowaniu piku prądowego trwa on dłużej w czasie. Podczas oceny charakteru przechodzenia kropli do jeziorka spawalniczego, zarejestrowanego szybkobieżną kamerą, zaobserwowano drobno-kropelkowe (strugowe) przechodzenie metalu. Skutkuje to możliwością istotnego zwiększenia posuwu drutu. W odmianie Speedpulse w stosunku do odmiany Puls posuw drutu może być większy o około 20%, a w stosunku do odmiany Standard o około 7 %. Uzyskana głębokość wtopienia podczas spawania w odmianie Speedpuls w stosunku do Puls wzrosła aż o 22%. W odmianie Speedpuls uzyskano największą głębokość wtopienia podczas wszystkich przeprowadzonych w eksperymencie prób. Porównując Speedpuls ze Standard MAG uzyskano zbliżoną prędkość spawania, jednak podczas spawania odmianą Speedpuls zarejestrowana głębokość wtopienia była większa od Standard MAG o około 26%. Kolejną zaobserwowaną zaletą odmiany Speedpuls jest to, że przed ponownym rozpoczęciem procesu spawania nie występuje konieczność obcinania końcówki drutu elektrodowego, ponieważ zawsze zakończenie drutu jest stożkowe zdjęcie 2.
|
|
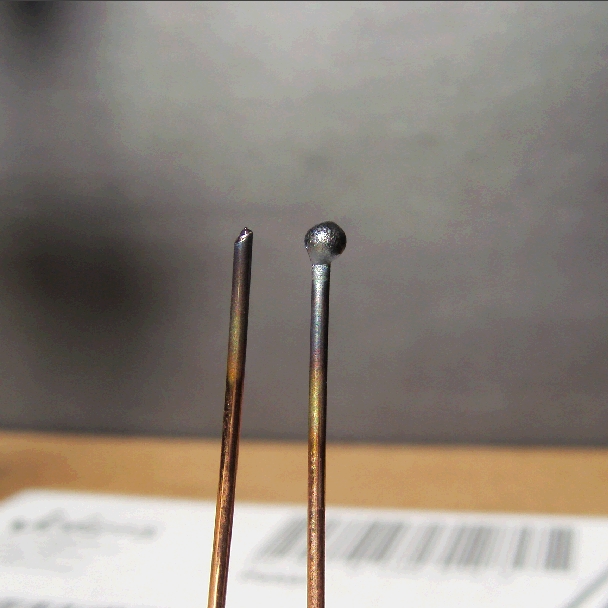
Rys. 2. Końcówka drutu po spawaniu: po lewej w odmianie Speedpuls, po prawej Standard MAG
Najmniejszą głębokość wtopienia przy niewielkiej strefie wpływu ciepła, ale za to przy największej prędkości spawania uzyskano podczas spawania w odmianie Speedarc. Wydaje się, że ta ostatnia z badanych odmian wykazuje właściwości najlepsze do napawania warstw o charakterze regeneracyjnym lub ukierunkowanym na modyfikację powierzchni części maszyn. Przebiegi prądowo-czasowe w odmianie Speedarc znacznie różnią się od pozostałych. Są krótkotrwałe o stosunkowo dużej wartości prądu bazowego i stosunkowo niskiej wartości prądu impulsu.
Podsumowanie wyników badań i wnioski
Przedmiotem przeprowadzonych badań było przeanalizowanie i porównanie podstawowych właściwości wybranych spawalniczych źródeł energii elektrycznej z wewnętrzną przemianą częstotliwości. Badano jedno z najnowszych urządzeń do spawania łukowego o płaskich (napięciowych) zewnętrznych charakterystykach statycznych, które wskazują kierunek rozwoju urządzeń spawalniczych. Poprzez znaczną modyfikację kształtu pulsu prądowego uzyskano efekty w postaci możliwości zwiększenie prędkości spawania, jak i głębokości wtopienia w stosunku do standardowego Pulsu. Ograniczono w ten sposób największą z wad spawania w odmianie Puls. Oprócz wymienionych ważnych zalet są i inne o nie mniejszym znaczeniu. Strefa wpływu ciepła jest zawężona w stosunku do Standardowego MAG, jak również końcówka drutu elektrodowego jest zakończona stożkowo. Na uwagę zasługuje również odmiana Speedarc, która charakteryzuje się największą z pośród porównywanych odmian prędkością spawania.
Bibliografia:
- Kolasa A. „Właściwości dynamiczne źródeł energii elektrycznej do spawania łukowego oraz kryteria ich oceny" Prace Naukowe Politechniki Warszawskiej, Warszawa 1990 r.
- Pakos R. „Ocena stabilności procesu napawania metodą MAG drutem pełnym i proszkowym" Przegląd Spawalnictwa nr 9-10/2003
- „Maszyny i urządzenia spawalnicze" Edward Dobaj, Wydawnictwo Naukowo-Techniczne, Warszawa, 1998 r
- Kang M. J., Kim Y., Ahn S., Rhee S. „Spatter Rate Estimation in the Short-Circuit Transfer Region of GMAW" Welding Journal no. September 2003
- Słania J. „Badania półautomatów do spawania metodą MIG/MAG prowadzone w Laboratorium Badawczym Spawalnictwa" Biuletyn Instytutu Spawalnictwa nr 2/1995
- Lucas B., Melton E. I. G. „Let's get technical - choosing an arc welding power source", Welding & Metal Fabrication, May 1999
- Kang Y.H., Na S.J. „ A Study on Modeling of Magnetic Arc Deflection and Dynamic Analysis of Arc Sensor" Welding Journal no. January 2002
- Kensik Roman „Eksploatacja urządzeń spawalniczych" Część I Źródła spawalnicze, Wydawnictwo Politechniki Częstochowskiej, Częstochowa 1995 r.
- Węglowski M., Kolasa A., Cegielski P. „Ocena stabilności procesu ręcznego spawania łukowego elektrodami otulonymi", Przegląd Spawalnictwa, Styczeń 2006.
- Węglowski M. „Badania właściwości spawalniczych źródeł energii elektrycznej z wewnętrzną przemianą częstotliwości", Rozprawa doktorska, Warszawa 2008 r.
- „Katalog RYWAL-RHC" Wydanie trzecie, Toruń 2008 r.
Czy artykuł był dla Ciebie przydatny?
Chcesz otrzymywać informację o nowych artykułach? Zostaw nam swój e-mail.





