
26 czerwca 2025 r. mieliśmy przyjemność uczestniczyć w VIII Mazowieckim Sympozjum Spawalniczym, które odbyło się na Wydziale Mechanicznym Technologicznym Politechniki Warszawskiej (Gmach Nowy Technologiczny, ul. Narbutta 85, Warszawa). Wydarzenie zostało zorganizowane w ramach procesu podtrzymania certyfikatów kompetencji inżynierów spawalników IWE.
Więcej… Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH
Zapraszamy na pokaz unikalnych możliwości robotów współpracujących LORCH

W dniu 12 czerwca 2025 roku na Politechnice Wrocławskiej odbyło się XI Wrocławskie Sympozjum Spawalnicze "Innowacje w spawalnictwie", które zgromadziło liczne grono czołowych ekspertów i entuzjastów branży spawalniczej z całego regionu.
Więcej…
Z przyjemnością informujemy o rozszerzeniu naszego asortymentu o AeroGuard – nowoczesny system monitorowania jakości powietrza stworzony przez firmę Plymovent. To kompaktowe, zaawansowane technologicznie urządzenie pozwala na bieżąco kontrolować jakość powietrza w pomieszczeniach przemysłowych, biurowych i komercyjnych, zapewniając bezpieczeństwo i komfort pracy.
Więcej…
![]()
Po intensywnym maju, kontynuowaliśmy promocję przełomowej technologii ręcznego spawania laserowego THEO MA-1 w Polsce i za granicą. Od targów branżowych, przez dni otwarte, po konferencje spawalnicze – wszędzie tam, gdzie pojawiły się nasze urządzenia, towarzyszyło im żywe zainteresowanie i liczne rozmowy z praktykami z branży.
Więcej…
Nie ryzykuj postaw na solidny serwis i pełne bezpieczeństwo!
Więcej…
![]()
26 maja 2025 r. w Zespole Szkół Budowlano-Drzewnych im. Armii Krajowej w Żywcu uroczyście otwarto Branżowe Centrum Umiejętności w dziedzinie instalacji sanitarnych, grzewczych i gazowych.
Więcej…
Zapraszamy na nową wystawę w Muzeum Podróżników im. Tony’ego Halika!
Więcej…

Skorzystaj z wyjątkowej oferty i zyskaj więcej w tej samej cenie! Kupując jedną z wybranych wiertarek magnetycznych EUROBOOR, otrzymasz praktyczny zestaw akcesoriów GRATIS. Oferta obowiązuje do 30 września 2025 r. lub do wyczerpania zapasów – nie czekaj!

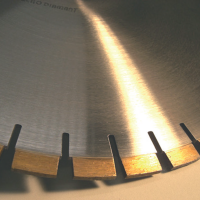
Kupuj profesjonalne tarcze MOST i wybierz 1 z 3 kompletów klocków LEGO®.
Więcej…
Ostatnie wycinarki plazmowe i plazmowo-tlenowe z rocznika 2024
Więcej…
Otrzymaj zieloną koszulkę polo GRATIS przy zakupie pierwszej palety drutu (960 kg w szpulach lub 1000 kg w beczkach)
Więcej…![]()
W drugim kwartale polecamy produkty firmy ESAB - Renegade 1PH, Rogue EM 180/EMP 210 PRO oraz przyłbice spawalnicze Savage A41!
Więcej…
W okazjach cenowych elektroda spawalnicza ESAB OK 50.40
Więcej…
W okazjach cenowych chwytak podciśnieniowy AERO-CUBE AERO-LIFT 250/1G-QC.
Więcej…
W okazjach cenowych wiertarka magnetyczna ROTOFLUX 2050 WALMAG.
Więcej…
W okazjach cenowych dysza plazmowa WB300125A stosowana w uchwytach plazmowych firmy Lincoln Electric. Jest częścią wymienną palnika plazmy PC-105.
Więcej…
W okazjach cenowych elektroda plazmowa stosowana w uchwytach plazmowych firmy Lincoln Electric. Jest częścią wymienną palnika plazmy PC 105.
Więcej…
W okazjach cenowych wciągnik łańcuchowy Demag DCBS-Pro 1-125 z funkcją balansera.
Więcej…
W okazjach cenowych permanantna płyta mocująca Neostar 350 Walmag.
Więcej…
W okazjach cenowych elektropermanantny uchwyt magnetyczny Mastermill MM50300600 Walmag.
Więcej…
W okazjach cenowych korpusy dociskowe ZP-22/30 ESAB
Więcej…
Proces czyszczenia i przygotowania powierzchni to kluczowy etap poprzedzający wszelkie operacje technologiczne, w których istotna jest adhezja — np. klejenie, spawanie, lakierowanie, cynkowanie czy nakładanie powłok ochronnych.
Więcej…

W wielu środowiskach przemysłowych pracownicy są narażeni jednocześnie na zagrożenia mechaniczne, hałas i odpryski materiałów, dlatego potrzebują sprzętu ochronnego, który nie tylko zapewnia kompleksową ochronę, ale również gwarantuje wygodę i możliwość dostosowania do różnych zadań.
Więcej…
W dzisiejszym świecie produkcji przemysłowej, precyzja i powtarzalność są kluczowymi elementami każdego procesu. W branży spawalniczej, gdzie każdy detal ma znaczenie, odpowiednie przyrządy stają się nieodłącznym wsparciem dla osiągnięcia doskonałych rezultatów. Dlatego dziś chcielibyśmy przedstawić Państwu naszą specjalizację w zakresie oprzyrządowania do spawania i montażu.
Więcej…
Elastyczny system mocowania DEMMELER rośnie wraz z zadaniami, jakie Państwo przed nim stawiają. Modułowa budowa systemu szyn fundamentowych oferuje Państwu największą swobodę podczas produkcji podzespołów wykraczających poza standardowe wymiary.
Więcej…
Czy borykasz się z problemami wynikającymi z wykorzystania tradycyjnych materiałów ściernych podczas przygotowywania powierzchni przed malowaniem?
Więcej…
W dynamicznym świecie logistyki i produkcji, pewność dostawy i ochrona produktów są kluczowe. Rozwiązania 3M w zakresie zaklejania kartonów oferują wyjątkową wydajność, bezpieczeństwo oraz łatwą aplikację, zapewniając niezawodne przechowywanie i ochronę Twoich przesyłek.
Więcej…
W dzisiejszym dynamicznie rozwijającym się przemyśle, zapewnienie odpowiedniego poziomu ochrony pracowników staje się priorytetem.
Więcej…
Pracujesz z przewodami elektrycznymi i kablami, to wiesz że odpowiednie izolowanie, wiązkowanie oraz oznaczanie są kluczowe dla zapewnienia bezpieczeństwa i funkcjonalności instalacji.
Więcej…
Lutowanie żeliwa
Lutowanie żeliw wykonuje się najczęściej przy naprawach odlewów. Do lutowania miękkiego tych materiałów stosuje się luty cynowo-ołowiowe o stosunkowo wysokiej zawartości cyny lub czystą cynę. Z uwagi na wrażliwość żeliw na przegrzanie (możliwość wydzielania się kruchego cementytu przy chłodzeniu) stosuje się niskotopliwe luty mosiężne i srebrne, często z dodatkiem niklu.
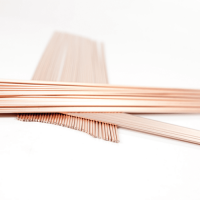
Lutowanie miedzi i jej stopów
Do lutowania miękkiego miedzi można stosować wszystkie gatunki lutów cynowo-ołowiowych, spoiwa ołowiowo-srebrne, ołowiowo-kadmowe, kadmowo-cynowe, stopy niskotopliwe itp. oraz topniki aktywne na osnowie chlorku cynku lub topniki niekorozyjne – kalafoniowe i niskokorozyjne – aktywowane. Do lutowania twardego miedzi można stosować spoiwa mosiężne, srebrne i miedziano-fosforowe. W przypadku tych ostatnich możliwe jest lutowanie beztopnikowe, gdyż zawarty w nich fosfor spełnia rolę topnika odtleniając miedź. Nieco trudniej lutowalne od czystej miedzi są jej stopy z cynkiem – mosiądze. Lutowanie miękkie tych stopów przeprowadza się podobnie jak lutowanie miedzi. Nie należy jednak stosować do tego celu spoiw z antymonem wywołującym kruchość połączeń (antymon tworzy z cynkiem kruche fazy). Przy lutowaniu twardym mosiądzu stosuje się te same spoiwa (za wyjątkiem oczywiście lutów mosiężnych) jak przy lutowaniu miedzi.
Lutowanie niklu i jego stopów
Do lutowania miękkiego niklu i jego stopów zaleca się stosowanie spoiw cynowo-ołowiowych o zawartości 40–60% Sn oraz topników takich, jak do lutowania stali. Dzięki stosunkowo wysokiej temperaturze topnienia niklu i jego stopów, do lutowania można stosować prawie wszystkie luty twarde, za wyjątkiem stopów zawierających fosfor, aluminium i magnez powodujących znaczną kruchość lutowin. Szczególnie dobre własności połączeń można uzyskać stosując spoiwa miedziane, mosiężne, niskotopliwe srebrne (z krzemem lub cyną) oraz żaroodporne luty niklowe i palladowe.
Lutowanie aluminium i miedzi z aluminium
Do lutowania aluminium i jego stopów stosuje się spoiwo aluminiowe z dodatkiem krzemu (AlSi12) oraz odpowiedni topnik. Istnieją także możliwości połączenia miedzi ze stopami aluminium za pomocą lutu cynkowego z niewielką zawartością Al (AlZn98).
Lutowanie żeliwa
Lutowanie żeliw wykonuje się najczęściej przy naprawach odlewów. Do lutowania miękkiego tych materiałów stosuje się luty cynowo-ołowiowe o stosunkowo wysokiej zawartości cyny lub czystą cynę. Z uwagi na wrażliwość żeliw na przegrzanie (możliwość wydzielania się kruchego cementytu przy chłodzeniu) stosuje się niskotopliwe luty mosiężne i srebrne, często z dodatkiem niklu.
Lutowanie miedzi i jej stopów
Do lutowania miękkiego miedzi można stosować wszystkie gatunki lutów cynowo-ołowiowych, spoiwa ołowiowo-srebrne, ołowiowo-kadmowe, kadmowo-cynowe, stopy niskotopliwe itp. oraz topniki aktywne na osnowie chlorku cynku lub topniki niekorozyjne – kalafoniowe i niskokorozyjne – aktywowane. Do lutowania twardego miedzi można stosować spoiwa mosiężne, srebrne i miedziano-fosforowe. W przypadku tych ostatnich możliwe jest lutowanie beztopnikowe, gdyż zawarty w nich fosfor spełnia rolę topnika odtleniając miedź. Nieco trudniej lutowalne od czystej miedzi są jej stopy z cynkiem – mosiądze. Lutowanie miękkie tych stopów przeprowadza się podobnie jak lutowanie miedzi. Nie należy jednak stosować do tego celu spoiw z antymonem wywołującym kruchość połączeń (antymon tworzy z cynkiem kruche fazy). Przy lutowaniu twardym mosiądzu stosuje się te same spoiwa (za wyjątkiem oczywiście lutów mosiężnych) jak przy lutowaniu miedzi.
Lutowanie niklu i jego stopów
Do lutowania miękkiego niklu i jego stopów zaleca się stosowanie spoiw cynowo-ołowiowych o zawartości 40–60% Sn oraz topników takich, jak do lutowania stali. Dzięki stosunkowo wysokiej temperaturze topnienia niklu i jego stopów, do lutowania można stosować prawie wszystkie luty twarde, za wyjątkiem stopów zawierających fosfor, aluminium i magnez powodujących znaczną kruchość lutowin. Szczególnie dobre własności połączeń można uzyskać stosując spoiwa miedziane, mosiężne, niskotopliwe srebrne (z krzemem lub cyną) oraz żaroodporne luty niklowe i palladowe.
Lutowanie aluminium i miedzi z aluminium
Do lutowania aluminium i jego stopów stosuje się spoiwo aluminiowe z dodatkiem krzemu (AlSi12) oraz odpowiedni topnik. Istnieją także możliwości połączenia miedzi ze stopami aluminium za pomocą lutu cynkowego z niewielką zawartością Al (AlZn98).

© Copyright 2016: RYWAL-RHC Sp. z o.o.