
Rozwiązania w ofercie firmy RYWAL-RHC zapewniające wymaganą czystość.
Niedrogie jednokierunkowe zawory na określone wartości ciśnienia i przepływu gazu.
To niedrogie oprzyrządowanie zostało zaprojektowane i wytworzone dla natężenia przepływu gazu nie większego niż 7,5 litra/min oraz ciśnienia 0,5 bara. Dostępne są również zawory dla ciśnienia 1 bara i wyższego.
Ten zgrabny i nowoczesny zawór, nazwany „PurgeGate®”, sprawdza się w zastosowaniach wymagających kontrolowania cieczy i gazów. Jego mały rozmiar i masa czynią go niezastąpionym zarówno w niewielkich rozwiązaniach, jak i ogromnych wielogłowicowych urządzeniach, gdzie występują spore wartości natężenia przepływu gazu, a przy każdej z głowic musi być zapewnione odpowiednio wysokie ciśnienie.
Zawory PurgeGate® znalazły swoje miejsce w przemyśle spawalniczym, szczególnie do nadmuchiwanych zapór tworzących komorę gazową osłaniającą grań złącza w procesie spawania rur.
Nastawione wartości natężenia przepływu i ciśnienia na regulatorach gazu mogą być zakłócone przez personel znajdujący się w pobliżu procesu spawania. Personel ten może zamienić regulator lub zmienić jego ustawienia, nie zdając sobie sprawy ze skutków swoich działań.
Rozerwanie nadmuchiwanej zapory podczas procesu spawania rur lub rurociągu spowoduje co najmniej kosztowne straty gazu osłonowego oraz czasu niezbędnego do przeprowadzenia napraw.
Zapewnienie odpowiedniej jakości grani podczas spawania rur
Jest niezwykle ważne, aby podczas wykonywania złączy rur ze stali nierdzewnych lub tytanu uzyskać spoiny pozbawione barw nalotowych i wolne od porowatości, zarówno od strony lica, jak i grani. W celu uniknięcia barw nalotowych i porowatości w złączach spawanych, konieczne jest usunięcie powietrza wokół obszaru spawania do poziomu, w którym odsetek tlenu wynosi od 5 do 50 części na milion, zależnie od rodzaju metalu oraz rodzaju wykonywanej operacji.
Eliminacja powietrza z sąsiedztwa spoiny zarówno od strony wewnętrznej, jak i zewnętrznej musi odbywać się równocześnie. Od zewnątrz najlepszym do tego celu będzie osprzęt zwany „Weld Trailing Shield”. Od wewnątrz zaś - nadmuchiwane zapory do tworzenia komory gazowej.
Osprzęt Trailing Shield® zamontowany na głowicy spawalniczej TIG/GTAW można obejrzeć pod linkiem: https:// youtu.be/9XlXBuY01iU; uwagę zwraca czystość zewnętrznej powierzchni po spawaniu.
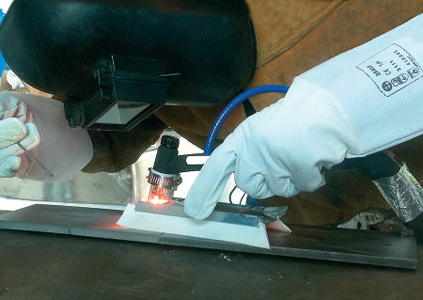
Osprzęt Trailing Shields® jest lekki i spawacz łatwo go prowadzi wraz z palnikiem podczas spawania rur. Podczas stygnięcia spoiny, gorący metal jest chroniony przez krótką chwilę gazem obojętnym, najczęściej argonem, wypływającym z ceramicznej końcówki dyszy palnika spawalniczego. W tym samym czasie osprzęt Trailing Shield®, który również został połączony z argonem, osłania gorący metal spoiny do momentu spadku temperatury do wartości, w której już nie nastąpi proces oksydacji, pozostawiając czystą i błyszczącą powierzchnię spoiny. W międzyczasie wewnątrz rur dwie nadmuchane zapory utworzą szczelną komorę o długości ok. 10 cali (250 mm) po każdej ze stron rury.
 |
 |
 |
|
Fot. 1. QuickPurge® - typowy system pozwalający wytworzyć komorę gazową wokół miejsca spawania |
Fot. 2. Osprzęt Trailing Shield® chroniący obszar spawania |
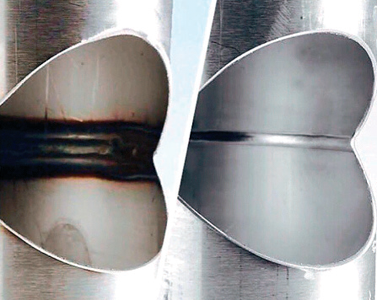
Fot. 3. Złącze wykonane bez osłony gazowej grani oraz złącze spawane z osłoną grani |
Argon wypiera powietrze przez sterownik Weld Purge Monitor®, który informuje kiedy zawartość tlenu w powietrzu wyniesie poniżej 50 ppm. Wartość ta może być inna, w zależności od wymagań zawartych w technologicznej instrukcji spawania. Po uzyskaniu żądanej wartości, spawacz rozpoczyna proces łączenia rur.
Wykonywanie złączy spawanych bez zastosowania powyższych operacji ochraniających spoinę powoduje utratę właściwości antykorozyjnych i będzie skutkowało obecnością nieakceptowalnych niezgodności spawalniczych.
Złącza cechujące się barwami nalotowymi i porowatością narażają wykonawcę na dodatkowe koszty, ponieważ jest zmuszony zapewnić odpowiednią jakość połączeń, co w takiej sytuacji będzie związane z koniecznością zastosowania obróbki mechanicznej lub chemicznego trawienia. Takie operacje znacząco wydłużą czas wykonania i zmniejszą planowany zysk.
Produkty HUNTINGTON oferowane przez RYWAL-RHC można znaleźć na naszej stronie tutaj.
![]()
RYWAL-RHC - oficjalny dystrybutor produktów Huntingdon Fusion Techniques HFT® w Polsce
Fot. 1. QuickPurge® - typowy system pozwalający wytworzyć
komorę gazową wokół miejsca spawania
Czy artykuł był dla Ciebie przydatny?
Chcesz otrzymywać informację o nowych artykułach? Zostaw nam swój e-mail.





