
MALW – MOST Auto Longitudinal Welding typoszereg uniwersalnych automatów spawalniczych do wykonywania spoin wzdłużnych.
 RYWAL-RHC jako lider na rynku spawalniczym od 26 lat dostarcza kompleksowe rozwiązania dla przemysłu, specjalizując się w dziedzinie łączenia metali. Wychodząc naprzeciw stale rosnącym wymaganiom stawianym konstrukcjom spawanym i wymaganiom naszych klientów stale rozszerzamy i udoskonalamy asortyment naszych produktów.
RYWAL-RHC jako lider na rynku spawalniczym od 26 lat dostarcza kompleksowe rozwiązania dla przemysłu, specjalizując się w dziedzinie łączenia metali. Wychodząc naprzeciw stale rosnącym wymaganiom stawianym konstrukcjom spawanym i wymaganiom naszych klientów stale rozszerzamy i udoskonalamy asortyment naszych produktów.
Rozwiązania automatyzacji procesów spawania
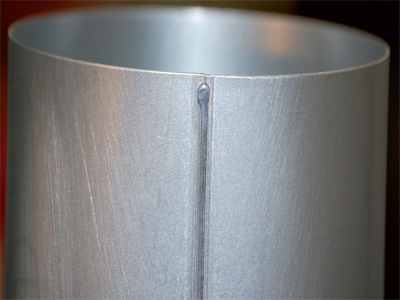
Jednym z przykładów rozwiązań automatyzacji procesów produkcji, które proponujemy naszym klientom są automaty do spawania liniowego serii MALW. To nowoczesne automaty spawalnicze dedykowane do spawania wzdłużnego o doskonałych parametrach ergonomicznych i użytkowych. Urządzenia te zaprojektowane są w celu sprostania wymaganiom jakościowym dotyczących połączeń spawanych, szczególnie w tych aplikacjach, gdzie stale wzrasta zapotrzebowanie na precyzyjnie pracujące maszyny.
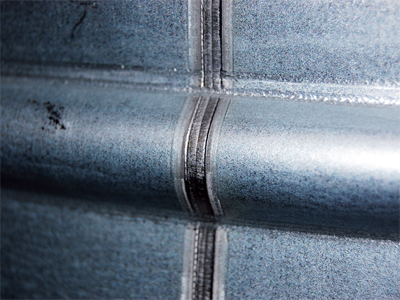
Urządzenia tego typu mogą być wykorzystywane w aplikacjach spawania rur, wkładów kominowych oraz systemów wentylacji, ponadto przy spawaniu prostych blach, zbiorników czy budowie reaktorów. Wszędzie tam, gdzie niezbędna jest wysoka precyzja i powtarzalność procesu.
Standardowy typoszereg urządzeń obejmuje modele do 3 000 mm (wykonanie specjalne do 5 000 mm) efektywnego zakresu roboczego i średnicy do 1 500 oraz do 5 000 mm w wersji Lift. Urządzenia te dostępne są w wersjach do spawania metodami TIG, TIG z drutem, Plazma oraz MIG/MAG w zależności od preferencji i aplikacji klienta. Przemyślana konstrukcja mechaniczna urządzenia, wbudowana elektronika i wykorzystanie napędów najnowszej generacji, a także dostępne zaawansowane technologie spawania pozwalają na szeroki zakres zastosowania dla spawania wszystkich typów stali.
 |
 |
Integracja z systemami
Konstrukcja nośna urządzenia i jego ramiona zostały zaprojektowane jako struktura przestrzenna, odznaczają się wysoką elastycznością oraz jakoś cią wykonania. Wewnątrz podstawy umieszczone zostały wszystkie elektroniczne układy, co czyni urządzenie wysoce ergonomiczną jednostką produkcyjną. W urządzeniu został również definitywnie rozwiązany problem dymów spawalniczych poprzez wbudowanie systemu odciągu do konstrukcji ramion nośnych. Bez negatywnego wpływu na proces spawania można tym sposobem odciągnąć aż 95% dymów spawalniczych bezpośrednio u źródła. Dym nie przenika do przestrzeni roboczej i nie zagraża zdrowiu obsługi, co jest zwłaszcza istotne podczas spawania materiałów ocynkowanych. System odciągu jest zakończony rurą o średnicy 100 mm i można go podłączyć np. do centralnego systemu filtrowentylacji w hali lub przenośnej jednostki filtrowentylacyjnej. Kolejnym z układów zintegrowanych z urządzeniem jest wewnętrzny układ chłodzenia, który dzięki wysokiej mocy i wydajności potrafi bez problemów chłodzić palnik i listwę roboczą.
cią wykonania. Wewnątrz podstawy umieszczone zostały wszystkie elektroniczne układy, co czyni urządzenie wysoce ergonomiczną jednostką produkcyjną. W urządzeniu został również definitywnie rozwiązany problem dymów spawalniczych poprzez wbudowanie systemu odciągu do konstrukcji ramion nośnych. Bez negatywnego wpływu na proces spawania można tym sposobem odciągnąć aż 95% dymów spawalniczych bezpośrednio u źródła. Dym nie przenika do przestrzeni roboczej i nie zagraża zdrowiu obsługi, co jest zwłaszcza istotne podczas spawania materiałów ocynkowanych. System odciągu jest zakończony rurą o średnicy 100 mm i można go podłączyć np. do centralnego systemu filtrowentylacji w hali lub przenośnej jednostki filtrowentylacyjnej. Kolejnym z układów zintegrowanych z urządzeniem jest wewnętrzny układ chłodzenia, który dzięki wysokiej mocy i wydajności potrafi bez problemów chłodzić palnik i listwę roboczą.
Na życzenie istnieje możliwość dostarczenia podstawy podnoszonej hydraulicznie co umożliwi zwiększenie maksymalnej średnicy spawanego elementu. Istnieje również opcja wykonania wersji „Lift” z systemem podnoszenia ramion i trzpienia na układzie prowadnic. Zakres regulacji średnicy spawanego płaszcza od zewnątrz wyniesie wtedy nawet do 5 000 mm. Precyzyjny docisk spawanego detalu realizowany jest pneumatycznie, a zastosowanie miedzianych segmentów umożliwia optymalne ustawienie i doskonałe odprowadzenie ciepła z miejsca spawania. Listwa wykonana została z wysokiej jakości stopu CuCrZr i charakteryzuje się dużą odpornością oraz odznacza się wysoką żywotnością w porównaniu ze zwykłą miedzią.
Układ zarządzania gazami osłonowymi to kolejny z atutów urządzenia. Rozprowadzenie gazów odbywa się poprzez trzy niezależne układy:
- układ palnika,
- układ chłodzenia spoiny,
- układ gazu kształtującego (ochrony grani).
Układ gazu kształtującego dysponuje unikatowym kaskadowym systemem ochrony warstwy graniowej (Cascade GAS). Zestaw zaworów przełącza rozprowadzanie gazu kształtującego w taki sposób, że jednocześnie jest otwartych 10 lub 15 z 80 otworów listwy. Zawsze w zależności od aktualnej pozycji palnika spawalniczego. Oszczędność gazu kształtującego jest zatem znaczna w porównaniu z niesterowanym układem wypływu gazu kształtującego na całej długości listwy. Wszystkie układy gazów wyposażone są w dokładne przepływomierze. Funkcja Cascade GAS pozwala użytkownikom automatów MOST MALW zredukować ilość zużytych gazów kształtujących do ok. 70%.
 |
 |
Napęd suportu palnika spawalniczego realizowany jest przez serwomotor i umożliwia pozycjonowanie z dokładnością do 0,2 mm i spawanie z prędkością 10-300 cm/min oraz szybki posuw 600 cm/min, co pozwala wyraźnie skrócić przestoje produkcyjne.
Podajnik drutu MCW-L
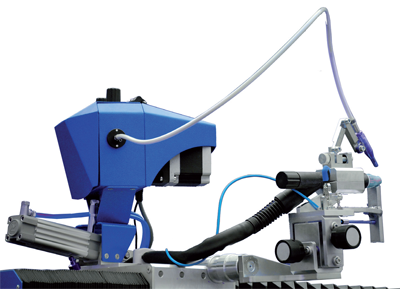 Na życzenie urządzenie można dodatkowo wyposażyć w podajnik zimnego drutu MOST MCW-L. To poszerza możliwości wykorzystania urządzenia podczas spawania blach o większej grubości w ramach produkcji np. zbiorników ciśnieniowych, spożywczych, arkuszy blach czy podobnych wyrobów. Zawsze wtedy gdy proces technologiczny wymaga doprowadzania drutu.
Na życzenie urządzenie można dodatkowo wyposażyć w podajnik zimnego drutu MOST MCW-L. To poszerza możliwości wykorzystania urządzenia podczas spawania blach o większej grubości w ramach produkcji np. zbiorników ciśnieniowych, spożywczych, arkuszy blach czy podobnych wyrobów. Zawsze wtedy gdy proces technologiczny wymaga doprowadzania drutu.
MCW-L to automatyczny podajnik zimnego drutu współpracujący z urządzeniami do spawania wzdłużnego MALW MOST Auto Longitudinal Welding. Podajnik MCW-L jest w pełni kontrolowany przez układ sterowania urządzenia i wyróżnia się bardzo wysoką dokładnością ustawienia parametrów podawania drutu – powyżej 99%. Posiada wytrzymałą stalową konstrukcję i wyposażony jest w cztero-rolkowy podajnik drutu i elektroniczny układ sterowania.
Sterowanie CANopen
Urządzenie jest sterowane poprzez cyfrowy układ MCS-XL, który został zaprojektowany specjalnie dla maszyn wykonywujących spoiny wzdłużne. System dysponuje szerokim pakietem funkcji, które zaspokoją wszystkie znane potrzeby spawania liniowego, posiada również funkcje zaawansowane. Do dyspozycji użytkownika jest całkowicie automatyczny tryb pracy. Urządzenie automatycznie obsługuje ruch palnika i wszelkie inne funkcje procesu. Obsługa maszyny w tym trybie pracy ogranicza się tylko do zakładania materiału i jego wyjmowania po spawaniu. Tryb ręczny spawania jest całkowicie manualny, wszelkie funkcje maszyny są dostępne za pośrednictwem elementów sterowniczych. Ten tryb pracy jest optymalny do produkcji jednostkowej lub nisko seryjnej oraz do ustawiania nowych parametrów procesu. Urządzenie może zostać połączone ze źródłem spawalniczym poprzez cyfrowy protokół komunikacji CANopen i całkowicie zarządzać parametrami procesu spawania.
Seamer – przykład aplikacji Turnkey
RYWAL-RHC oprócz wyboru z szerokiego typoszeregu produktów standardowych, proponuje dla swoich klientów wykonanie urządzeń Turnkey. Urządzenia te mogą być dostosowane do najbardziej wymagających aplikacji i potrzeb klienta. Największe dotychczas proponowane urządzenie tego typu posiada zakres roboczy do 12 500 mm. Urządzenia mogą zostać skonfigurowane zgodnie z indywidualnymi preferencjami klienta oraz wyposażone w dodatkowe systemy, np. system wizyjny lub monitoring parametrów spawania LORCH Q-Data.

Zakończenie
Więcej informacji nt. produktów i systemów automatyzacji oferowanych przez grupę RYWAL-RHC znaleźć można na naszej stronie internetowej www.rywal.eu w zakładce Robotyzacja i Automatyzacja Procesów Produkcyjnych oraz w rozdziale drugim katalogu Rywal 2017. Wszystkich niezbędnych informacji na temat produktów udzielą również pracownicy sieci salonów spawalniczych RYWAL-RHC oraz doradcy Techniczno-Handlowi.
Łukasz Skóra
Dyrektor produktu Automatyzacja
Ten adres pocztowy jest chroniony przed spamowaniem. Aby go zobaczyć, konieczne jest włączenie w przeglądarce obsługi JavaScript.
RYWAL-RHC
Obserwuj nas w mediach społecznościowych
![]()
![]()
![]()
Czy artykuł był dla Ciebie przydatny?





