
W artykule omówiono zastosowanie kart zbliżeniowych w urządzeniach spawalniczych firmy Lorch. W celu poprawy jakości połączeń spawanych stosujemy autoryzację użytkowników kartami zbliżeniowymi NFC. Gwarantuje to pracę wybranym programem spawalniczym w dopuszczalnym zakresie parametrów.
- mgr inż. Wojciech Wierzba, RYWAL-RHC Sp. z o.o.
- dr inż. Jerzy Józwik, Politechnika Lubelska, Wydział Mechaniczny, Katedra Podstaw Inżynierii Produkcji
Abstract
The article describes application of NFC cards in welding machines manufactured by Lorch company. Using authorisation cards NFC dedicated to welders we can improve a quality of welds. It ensures working with a correct program in acceptable parameters range.
Keywords: NFC cards, Micor, authorisation of users
Wstęp
W czasach IV rewolucji przemysłowej oczekiwania technologiczne wzrastają w bardzo dużym tempie, a ich zaspokojenie wymaga zaawansowanych technologii informatycznych. Po epoce pary, elektryczności i automatyzacji na sprawne funkcjonowanie gospodarki największy wpływ ma Internet, technologie mobilne i media elektroniczne. Wydaje się, że w urządzeniach spawalniczych tego przełomu jeszcze nie widać, jednak jednym z niewielu wyjątków są urządzenia MicorMIG niemieckiej firmy Lorch [1].
Półautomat spawalniczy MicorMIG
Urządzenia MicorMIG są inwertorowymi półautomatami spawalniczymi do spawania metodą MIG/MAG lub elektrodą otuloną MMA. Do ich budowy zastosowano inwertor rezonansowy – technologia ta została opatentowana i nazwana przez producenta Micor (rysunek 1). Zalety i korzyści wynikające z zastosowania charakteryzowanej metody zostały zaprezentowane w literaturze [2, 3].

Rys.1. Oznaczenie urządzenia Lorcha zbudowanych w oparciu o technologię Micor.
Fig.1. Logo on Lorch machine with built in Micor technology.
Typoszereg półautomatów MicorMIG obejmuje cztery źródła prądu: 300 A, 350 A, 400 A i 500 A. Występują one w wersji kompaktowej jak i z wydzielonym podajnikiem, zarówno z chłodzeniem cieczą uchwytu spawalniczego jak i bez.
Sterowanie urządzeniem odbywa się z jednego z trzech paneli manualnych Basic oraz synergicznych (BasicPlus lub ControlPro). Do budowy urządzeń typu MicorMIG zastosowano szereg nowoczesnych rozwiązań zapewniających ergonomię pracy (np. szerokie wózki jezdne, wziernik ilości drutu w podajniku, podświetlenie wnętrza podajnika diodą LED, zmniejszenie wagi podajnika do 10,6 kg) oraz zwiększających żywotność (np. osłony panelu sterującego, mocowania przewodów pośrednich, filtry przeciwpyłowe). Pełny opis MicorMIGów i dane techniczne przedstawiono na www.micormig.eu.
Inwertorowe półautomaty spawalnicze MicorMIG są urządzeniami do spawania łukiem zwarciowym z bogatą biblioteką programów synergicznych. Z procesów specjalnych opracowanych przez firmę Lorch do starszych urządzeń, dostępny jest proces SpeedArc (wysokowydajny i skoncentrowany łuk zwarciowy) [3, 7]. W urządzeniach MicorMIG po raz pierwszy zastosowano funkcję dynamiki łuku MIG/MAG „Dynamics” (rysunek 2). Za pomocą jednego przycisku możemy w łatwy sposób zmieniać w sposób płynny łuk z „twardego” na „miękki”, uzyskując w ten sposób inną wysokość spoiny oraz ilość ciepła wprowadzonego do złącza. Zmiana dynamiki łuku opiera się na regulacji trzech parametrów: napięcia łuku, indukcyjności i kształtu krzywej synergicznej [2].
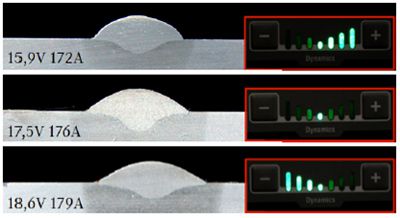
Rys.2. Wpływ ustawień funkcji „Dynamics” na kształt spoiny (panel BasicPlus).
Fig.2. Effect of „Dynamics” adjustment on seam shape (BasicPlus control panel).
Urządzenia MicorMIG mogą pracować podłączone do monitoringu spawalniczego Q-Data firmy Lorch. Monitoring spawalniczy Q-Data pozwala na rejestrację wszystkich istotnych parametrów spawania i tworzenie rzeczywistych raportów z wykonanych prac (rysunek 3)[2].

Rys.3. Schemat podłączenia urządzenia MicorMIG do monitoringu spawalniczego Q-Data.
Fig.3. Connecting of machine MicorMIG and monitoring Q-Data.
Jest to ważne z punktu widzenia zagadnień kontroli jakości. Szczególnie skuteczne może być połączenie monitoringu z kartami autoryzacji użytkowników, co omówiono w dalszej części artykułu [1,5].
Technologia NFC
Jedną z najmłodszych ale niezwykle dynamicznie rozwijających się technologii jest łączność bezdotykowa NFC (ang. Near Field Communication – komunikacja zbliżeniowa). Pierwsze zastosowania praktyczne NFC miały miejsce w 2009 roku, kiedy to kilka koncernów elektronicznych i informatycznych opracowało protokoły umożliwiające wykorzystanie tej technologii [6].
NFC jest krótkozasięgowym, wysokoczęstotliwościowym radiowym standardem komunikacji, który umożliwia bezprzewodową wymianę danych na odległość nie większą niż 20 cm. Częstotliwość pracy to 13,56 MHz, szerokość pasma 2 GHz, występuje w kilku prędkościach transmisji danych.
Obecnie najpowszechniejsze zastosowanie to tzw. płatności zbliżeniowe przy wykorzystaniu kart płatniczych i terminali wyposażonych w czytniki NFC. Jednak ilość aplikacji NFC szybko rośnie. Z analizy wynika, że jako pierwsza technologię NFC w urządzeniach spawalniczych wykorzystała firma Lorch.

Rys.4. Przykłady różnych kart zbliżeniowych NFC do stosowania z urządzeniami MicorMIG.
Fig.4. Examples of some NFC cards for application with MicorMIG.
Autoryzacja użytkowników za pomocą kart zbliżeniowych NFC
Najważniejszym zastosowaniem technologii kart zbliżeniowych w MicorMIGach jest autoryzacja użytkowników. Istnieje 6 kart autoryzacji odpowiadających poszczególnym poziomom dostępu użytkownika. Pełen dostęp do urządzenia i jednocześnie kontrolę nad poczynaniami pozostałych pracowników ma posiadacz karty ADMIN (rysunek 5). Karta ADMIN umożliwia ograniczenie funkcjonalności MicorMIG przy użyciu ustawień w menu serwisowym (parametr CON) na następujących poziomach:
Tablica I. Poziomy autoryzacji użytkowników i zakres dostępu.
Table I. User’s authorisation levels and access limits.
|
Użytkownik/ Karta |
Parametry główne |
Parametry dodatkowe |
Konfiguracja urządzenia |
Spawanie |
|
Locked (zablokowana) |
Nie |
Nie |
Nie |
Nie |
|
WPS Welder basic |
Ograniczone (+/- 10%) |
Nie |
Nie |
Tak |
|
WPS Welder advanced |
Ograniczone (+/- 10%) |
Wszystkie |
Wszystkie |
Tak |
|
Welder basic |
Nieograniczone |
Nie |
Nie |
Tak |
|
Welder advanced |
Nieograniczone |
Wszystkie |
Prawie wszystkie |
Tak |
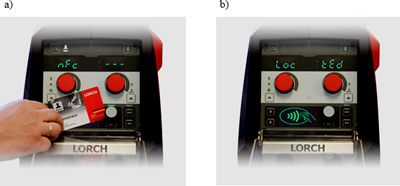
Rys.5. Panel ControlPro urządzenia MicorMIG:
a) w trakcie odczytu karty NFC ADMIN, b) zablokowany po użyciu karty NFC LOCKED.
Fig.5. Control panel ControlPro of MicorMIG
a) during reading of NFC card ADMIN, b) locked out after using of NFC card LOCKED.
Jak przedstawiono w tablicy I poziom LOCKED całkowicie blokuje spawanie i można go traktować jako zabezpieczenie przeciwkradzieżowe (rysunek 5). Poziom LOCKED możemy ustawić posługując się kartą ADMIN i ustawiając w menu serwisowym odpowiedni kod CON=0 lub zbliżając do czytnika kartę NFC LOCKED. Posiadacz karty ADMIN może także ustawić wartość parametru CON=1. Wówczas urządzenie ma możliwość spawania, ale tylko ściśle wg wprowadzonych parametrów lub użytej karty NFC JOB, bez możliwości jakiejkolwiek korekty. Pozostali użytkownicy kart NFC (WPS WELDER BASIC, WPS WELDER ADVANCED, WELDER BASIC, WELDER ADVANCED) mają wprowadzone pewne ograniczenia w zakresie parametrów spawania lub funkcji dodatkowych.
Szczególnie użyteczne dla firm pracujących zgodnie z normami EN 1090 lub EN 3834 może być stosowanie kart WPS WELDER BASIC lub WPS WELDER ADVENCED. Na urządzeniu ustawiamy ręcznie parametry zgodne z instrukcją WPS lub wprowadzając je przez użycie odpowiedniej karty NFC JOB. Urządzenie zostaje kartą ADMIN sprowadzone do poziomu LOCKED. Spawacz uruchamia urządzenie i loguje się np. kartą WPS WELDER BASIC. Parametry spawania będzie mógł jedynie skorygować +/- 10% od wzorcowych z instrukcji WPS (tablica 1). Nie będzie możliwa zmiana parametrów dodatkowych np. przed-wypływu gazu, wypełnienia krateru, prądu gorącego startu itp. Zastosowanie kart NFC daje pewność, że spawacze pracują wyłącznie wg parametrów akceptowanych przez nadzór spawalniczy (rysunek 6). Na każdej zmianie roboczej. Oczywiście spawacz WPS WELDER BASIC może posiadać kilka kart NFC JOB z różnymi programami potrzebnymi danego dnia. Poziom dostępu odpowiadający karcie WPS WELDER BASIC pozwala na korektę w zakresie +/- 10% od wartości parametrów zapisanych na kartach NFC JOB. Wyjątkiem jest funkcja „Dynamics”, którą można korygować +/- 30% [1].

Rys.6. Wspólne zastosowanie kart autoryzacji i JOB daje pewność pracy zgodnie z parametrami zapisanymi w programie.
Fig.6. Application of NFC authorisation card together with JOB card ensures welding process strictly according program parameters.
Do celów demonstracyjnych prezenterzy spawalniczy firmy RYWAL-RHC, będącej dystrybutorem Lorcha w Polsce, używają kart NFC Demo. Pozwalają one na czasowe udostępnienie w dowolnym urządzeniu MicorMIG wszystkich opcji i najnowszego oprogramowania. W pewnym uproszczeniu wygląda to tak, że demonstrator po zbliżeniu karty NFC Demo otrzymuje na wyświetlaczu BasicPlus kod, który musi wprowadzić do specjalnej aplikacji firmy Lorch razem z numerem seryjnym urządzenia i własnym kodem autoryzacji. Urządzenia MicorMIG z panelem ControlPro wyświetlają po użyciu karty Demo kod QR (rysunek 7), który po odczytaniu przez odpowiednią aplikację na smartfonie znacznie skraca czas operacji. Po pozytywnym zatwierdzeniu serwer Lorcha generuje kolejny kod, który wprowadzony do urządzenia uruchamia wszystkie dostępne funkcje i programy na okres 8 godzin.

Rys.7. Kod QR wyświetlany w trakcie przełączania urządzenia MicorMIG w tryb Demo.
Fig.7. QR code displayed during switching of MicorMIG in DEMO mode.
Karty zbliżeniowe wykorzystywane do upgrade’u urządzeń MicorMIG
Przy użyciu kart NFC można także dokonywać upgrade’u oprogramowania urządzeń MicorMIG. Standardowo urządzenia MicorMIG dostarczane są z pakietem oprogramowania do spawania stali drutem pełnym, proszkowym lub elektrodą otuloną. Karta zbliżeniowa może zarówno rozszerzyć oprogramowanie urządzenia o np.: programy do spawania stali nierdzewnej, aluminium lub lutospawania, ale także o procesy specjalne np. SpeedArc [5]. Korzyści z zastosowania kart to przede wszystkim prostota i pełna kontrola pracy urządzeń a także możliwość szybkiego aktualizowania oprogramowania urządzeń. W starszych urządzeniach Lorcha (Saprom, P lub V) podobna czynność wymagała podłączenia się do urządzenia za pomocą specjalnego interfejsu i bezpośredniej obecności serwisanta lub demonstratora przy przeprogramowanym urządzeniu.
Podsumowanie i wnioski końcowe
Ze względu na prostotę użycia i bezpieczeństwo posługiwania się technologia, NFC ma przyszłość w wielu dziedzinach gospodarki, a więc także w branży spawalniczej. Do tej pory zastosowanie nowoczesnych technologii w spawalnictwie należało do wyjątków (Internet i WiFi były głównie wykorzystywane w stanowiskach zrobotyzowanych lub monitoringu spawalniczym). Dzięki urządzeniom MicorMIG nowoczesne karty zbliżeniowe NFC zyskują praktyczne i powszechne zastosowanie.
Rosnące wymagania jakościowe odnośnie konstrukcji spawanych wymuszają zmiany w sposobie kontroli produkcji. Stosowanie kart autoryzacji NFC w urządzeniach MicorMIG gwarantuje spawanie zgodne z parametrami WPS. Optymalnym rozwiązaniem pod kątem jakości wykonywanych prac może być połączenie monitoringu spawalniczego i ograniczanie parametrów kartami NFC. Rozwój wielu dziedzin informatyki zarówno w sensie sprzętowym jak i programowym uprawnia do stwierdzenia, że perspektywicznie należy spodziewać się szybkiego aplikowania nowoczesnych technologii do urządzeń spawalniczych i szerszego zastosowania internetu.
Literatura:
[1] Józwik Jerzy, Innowacyjna technologia w innowacyjnym przedsiębiorstwie branży mechanicznej / W: Wpływ sektora B+R na wzrost konkurencyjności polskiej gospodarki przez rozwój innowacji. T. 3; [Red:] Jegorow Dorota, Niedużak Andrzej, PWSZ Chełm, 2012, s. 110-127
[2] B. Jaeschke: Challenges and benefits of dynamic power source adjustment for MIG/MAG welding, Auenwald, Niemcy, 13.05.2015, Technical Documentation no.: Y00.0090.1-01
[3] Krzysztof Kudła , Marek Węglowski: Porównanie klasycznych źródeł inwertorowych z zasilaczami inwertorowymi zbudowanymi w technice MICOR, Vademecum RYWAL-RHC
[4] Tomasz Chmielewski - Zakład Inżynierii Spajania, Wydział Inżynierii Produkcji, PW, Marek Węglowski - RYWAL-RHC Sp. z o.o., Krzysztof Kudła - Samodzielny Zakład Spawalnictwa Politechnika Częstochowska: Porównanie wybranych właściwości nowoczesnych spawalniczych inwertorowych źródeł energii przeznaczonych do spawania metodą MAG, Vademecum RYWAL-RHC
[5] Wojciech Wierzba: Zastosowanie monitoringu spawalniczego i autoryzacja użytkowników na przykładzie urządzeń MicorMIG firmy Lorch. V Majowe Seminarium Spawalnicze UDT. 06.2015
[6] Jakub Płaza: NFC – co powinniście o niej wiedzieć?, www.komorkomania.pl
[7] Józwik Jerzy, Lonkwic Paweł, Szydło Kamil: Spajalnictwo, PWSZ Chełm: PWSZ, 2013r., 150 s.
Czy artykuł był dla Ciebie przydatny?
Chcesz otrzymywać informację o nowych artykułach? Zostaw nam swój e-mail.





