




12. Docieranie nowej taśmy tnącej---->powrót
Proces docierania jest bardzo ważnym elementem pozwalającym na znaczne wydłużenie żywotności taśmy tnącej.
Polega on na kontrolowanym oszlifowaniu (zaokrągleniu) ostrej krawędzi zęba w nowej taśmie tnącej.
Jeżeli proces docierania nie zostanie przeprowadzony, ostra krawędź nowego zęba ukruszy się pod wpływem nacisku taśmy na materiał, a cała taśma będzie pracowała znacznie krócej.

Aby dotrzeć zęby taśmy należy przeprowadzić następującą procedurę docierania:
1 krok - wybrać nominalną prędkość taśmy tnącej i szybkość posuwu opierając się na doświadczeniu operatora lub w oparciu o tabelę wartości parametrów cięcia.
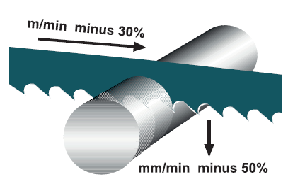
2 krok – zwolnić o 30% nominalną prędkość przesuwu taśmy i zredukować o połowę posuw pionowy (jeżeli przecinarka nie ma płynnej regulacji szybkości taśmy tnącej nie zmieniać prędkości taśmy tnącej).
3 krok - po przecięciu ok. 400 - 500 cm2 lub po około 12 - 15 min efektywnego czasu ciecia powoli zwiększać tempo posuwu pionowego taśmy aż do osiągnięcia wartości nominalnej.
13. Płyn chłodząco – smarujący (chłodziwo)---->powrót
Zadaniem chłodziwa smarującego jest nie dopuszczenie do przegrzania brzeszczotu piły i materiału w strefie cięcia.
Podczas cięcia wymagana jest odpowiednia ilość chłodziwa, która pozwoli usunąć wióry ze stref cięcia.
Od prawidłowego stężenia cieczy chłodząco - smarującej (zawartości oleju w cieczy chłodzącej) zależy również żywotność pił taśmowych.
Stężenie emulsji powinno być kontrolowane przy pomocy refraktometra.
Przy cięciu stali zwykłej, nisko i średniostopowej zaleca się stężenie 8 -12 %.
Dla cięcia stali nierdzewnych, wysokostopowych i egzotycznych powinno być zastosowane stężenie 13–18 %.




